Что можно сделать из трубы профильной: Изделия из Профильной Трубы Своими Руками (идеи Применения)
Что можно сделать из профильной трубы
Стул попробуем сделать из обычной профильной трубы 25х25х2 и отходов 40х20х2.1. Отрежем четыре куска профильной трубы: два по 0,6 м и два по 1 м. Разметим точки высадки профиля как на фото. Эти деформации лучше выполнить в первую очередь, так как потом это будет не совсем удобно.
2. Наставкой с тупым концом (можно использовать кусок прута с закруглённым торцом) слегка вдавливаем стенки профиля.
Результат.
3. Горелки пока нет (эх, было бы попроще), поэтому греем места высадки в горне, постоянно поворачивая профиль вокруг оси для равномерного прогрева.
4. Нужно подготовить ёмкость с водой для охлаждения «ненужного» места нагрева. Подойдёт банка из-под краски, с налитой водой, уровень которой не достаёт до нижней точки деформации примерно на 3-4 см. То есть ставим профиль в ёмкость и он охлаждается ровно столько, сколько нам надо. При наличии горелки (местный нагрев) эти проблемы с банкой отпали бы сразу.
5. Греем, охлаждаем ненужное (заготовку лучше удерживать клещами или в толстых рукавицах — пар изнутри быстро разогревает тонкие стенки профиля, а если профиль короткий, вылетает струя кипятка с паром — так что аккуратнее), и на каком-нибудь твёрдом, массивном основании ударами молотком по торцу профиля, выполняем осадку.
6. Следим за равномерностью осадки — поправляем в вилке и молотком (желательно чтобы концы профиля были соосны). Не надо торопиться сделать осадку за один нагрев, лучше лишний раз подогреть профиль, чем высадить криво и начать всё сначала.
Вот что должно получиться. Конечно можно продолжить высадку и сложить в «гармошку», но это дело Вашего вкуса (или заказчика) или поставленной задачи.
7. Оформим окончания ножек стула. Концы, с которыми будем работать, отжигаем. Теперь сложим уже остывшие профиля одинаково (например, как на фото, центральными высадками вверх) и отметим стороны, в которых надо будет выдавить канавки.
8. Для выдавливания канавок нам понадобится молоток со скруглённым боем, чтобы не оставлять на профиле вмятин с острыми краями.
9. Аккуратно выдавливаем канавки навстречу друг к другу. Эту операцию лучше делать на пневмомолоте. Новичкам, которые ещё не совсем чувствуют педаль, лучше сделать вручную, чтобы не запороть заготовку. Операция делается «на холодную» по отожженному профилю. Без отжига профиль лопается по шву — проверено!
10. Выдавливаем равномерно с двух сторон.
11. Слегка простукиваем по нетронутым сторонам, чтобы убрать выпуклости.
Вот что должно получиться.
Арка из профильной трубы своими руками
В целях перемещения веществ в жидком и газообразном состоянии редко используется профильная труба. Главной и важной их задачей и функцией является уменьшение веса возводимой каркасной конструкции предполагаемого сооружения. Благодаря нескольким имеющимся ребрам трубы в варианте квадратного и прямоугольного среза, она имеет высокий уровень прочности и надежности.
В тандеме с ее небольшим весом, это обеспечивает минимальное воздействие нагрузочной части на основу сооружения, а как же сокращает опасность и угрожающие жизни человека моменты при создании несущих перегородок. Монтажные работы при создании конструкции, которая изготовлена из прямых труб, не составляют большого труда. Но, касаемо арочных сооружений из профильных труб, в этом случае нужно будет потрудиться, учитывая некоторые нюансы возведения.
Профессиональные фирмы оказывают свою помощь в создании изгибов как округлых изделий, так и профильной трубы. Профессиональные цеха оборудованы специальными приборами и инструментами. Конечно же, такие услуги стоят недешево, поэтому, зная некоторые особенности процесса гибки, а также имея элементарный опыт, можно все необходимые деформационные процессы сделать своими руками.
Где можно применить созданную арку из профильной трубы?
Люди, имеющие свой земельный участок, обязательно стараются привести его в благородный вид, украшают его и декорируют.
Арки из металлических профильных труб можно использовать для:
- навесной крыши и козырька;
- мест уличного отдыха, например, беседки;
- тепличных сооружений;
- гаражных построек;
- забора;
- создания декора, например, переход через имеющийся на участке искусственный пруд;
- разнообразных лестниц и других приспособлений.
Применяя профильную трубу в целях создания каркасных сооружений, время и силы, затраченные на сам процесс создания, значительно уменьшатся. Кроме того, изогнутые изделия выполняют декоративную функцию, украшая само сооружение, а также выполняют практичную функцию, сводя к минимальному воздействию снежных и ветряных порывов, уменьшая негативные их последствия.
Чтобы получить ожидаемый результат в процессе создания конструкции и в процессе ее использования в соответствующих целях, нужно, создавая арочное изделие, учитывать и следовать трем элементарным принципам, которые вытекают один из другого.
Для начала, арочное изделие должно изготавливаться из профильных труб надлежащего размера. Далее, на уже созданном изделии, должны отсутствовать разломы и волны. Чем аккуратнее будет выполнена работа, тем красивее будет геометрическая составляющая конструкции. Ну и последнее, деформированные профильные металлические трубы, которые являются частями одного элемента, должны быть абсолютно идентичными. Если не следовать этому принципу, в результате можно получить перекошенное сооружение, поэтому не желательно применять профили разного размера.
Чего лучше не делать?
Используя трубогиб ручного управления в целях создания арочного элемента из профиля, в большинстве случаев получается недостаточно качественный и нужный результат. Все это происходит потому, что такой прибор уместен для деформации небольших кусков профильной продукции с маленькими срезами. Большие и идентичные арочные детали, к сожалению, выполнить не удастся. Хотя встречаются такие искусные работники, которые даже таким нелегким способом создают нужные детали. Но, для новичка в этом деле, лучше не рисковать. Для тех, кто ни разу не сталкивался с таким видом работы, имеются более подходящие, понятные и качественные способы создания арочной детали из металла.
Но, для новичка в этом деле, лучше не рисковать. Для тех, кто ни разу не сталкивался с таким видом работы, имеются более подходящие, понятные и качественные способы создания арочной детали из металла.
Помимо описанного варианта деформации, существует еще один, который предполагает процесс подрезания. К недостаткам такого способа относится то, что после таких работ деформированное изделие становится не очень аккуратным. Только из-за этого, метод подрезания и сгибания профильных труб с последующим процессом сварки используют тогда, когда внешний вид готовой детали абсолютно не важен.
Специальный станок для изгиба профильных труб относится к техническому оснащению производств. Даже он иногда не может воспроизвести все задуманное. Кроме того, воспользоваться таким станком можно лишь в промышленной среде. В частном секторе, расположившись на земельном участке, такой станок просто неуместен. Помимо этого, разовый заказ может получиться не очень качественным, так как достаточно проблематично настраивать прибор для каждой детали с абсолютной точностью. В таком случае радиусные параметры профильного арочного элемента могут получиться неодинаковыми, а его боковины развернутыми в разные стороны.
В таком случае радиусные параметры профильного арочного элемента могут получиться неодинаковыми, а его боковины развернутыми в разные стороны.
В случае необходимости создания арок из металла в большом количестве, рекомендуется воспользоваться помощью специализированных фирм, заказав услугу гибки профильных изделий на специальном оборудовании.
Создание деформации профилей самостоятельно
Найти выход из положения с созданием профильных арочных элементов можно, применяя некоторые всем знакомые способы. Конечно же, профессионалы, которые ежедневно сталкиваются с массовым изгибом профильных труб, не оценят их по достоинству. Но в целях облагораживания придомовой территории и тепличных сооружений, такие варианты создания арочных деталей являются приемлемыми и уместными.
Шаблонные арочные детали
Это способ гарантирует качественную и неиспорченную металлическую трубу. С внешней стороны жесткого изделия, например, бетонная основа или пластина из металла, делается разметка контурных элементов будущей арочной детали. На поверхности жесткой основы по направлению прямой линии в вертикальной плоскости с расстоянием в 5 см монтируются куски углов или иных профильных изделий с помощью сварочного аппарата. Размер высоты отрезков трубы должен быть больше чем срез профильного изделия. Если же для жесткой основы применяется бетонная основа, в ней необходимо просверлить отверстия для прочного крепления стержней из металла, диаметр которых составит около 15 мм. Созданная заготовка и будет служить в качестве шаблонного изделия для многократного его использования.
На поверхности жесткой основы по направлению прямой линии в вертикальной плоскости с расстоянием в 5 см монтируются куски углов или иных профильных изделий с помощью сварочного аппарата. Размер высоты отрезков трубы должен быть больше чем срез профильного изделия. Если же для жесткой основы применяется бетонная основа, в ней необходимо просверлить отверстия для прочного крепления стержней из металла, диаметр которых составит около 15 мм. Созданная заготовка и будет служить в качестве шаблонного изделия для многократного его использования.
Для того чтобы закрепить один конец будущего профильного изделия понадобится как минимум 4 прочно зафиксированных стержней. Некоторые специалисты в изгибании труб из профиля настоятельно убеждают в том, что для обеспечения прочности необходимо с помощью сварки зафиксировать окончание металлической трубы к стержню или углу, который находится с самого края.
Профильную трубу, которую уже закрепили на шаблон, начинают деформировать, прикладывая силу рук. Нужно проявлять бдительность, поскольку с легкостью можно перестараться и разломать изделие. Спешить не нужно, делать все необходимо не торопясь. Вспомогательными приспособлениями могут стать различные рычаги или механизмы, имеющие цепи или канаты. Этот метод создания изгиба профильной трубы уместен для труб с небольшим срезом.
Нужно проявлять бдительность, поскольку с легкостью можно перестараться и разломать изделие. Спешить не нужно, делать все необходимо не торопясь. Вспомогательными приспособлениями могут стать различные рычаги или механизмы, имеющие цепи или канаты. Этот метод создания изгиба профильной трубы уместен для труб с небольшим срезом.
Создание арочного элемента с помощью шлифовальной машины
Помимо шлифовальной машины, нужно будет поработать со сваркой. Нужно учитывать, что этот метод рекомендуется применять лишь тогда, когда уже созданная каркасная основа обшивается декоративными материалами или же не предполагается создать прекрасную наружность конструкции. Это обуславливается тем, что даже аккуратно созданные и обработанные шлифовкой соединительные места после сварочных работ невооруженному глазу будут заметны.
Первоначальным этапом предстоящей работы являются разметочные мероприятия. Это касается длины участка, который будет впоследствии гнуться и места, в котором он будет располагаться. По всей линии длины на одинаковом расстоянии друг от друга шлифовальной машиной необходимо сделать трехсторонние распилы трубы, при этом наружную ее поверхность постараться не затронуть. Именно после этого процесса и можно начинать изгибать трубу, создавая ее в виде арки. Радиус изгиба определяется сугубо индивидуально. Места, которые предварительно были распилены, необходимо залатать, используя сварочный аппарат. После этого, соединительные места нужно отшлифовать.
По всей линии длины на одинаковом расстоянии друг от друга шлифовальной машиной необходимо сделать трехсторонние распилы трубы, при этом наружную ее поверхность постараться не затронуть. Именно после этого процесса и можно начинать изгибать трубу, создавая ее в виде арки. Радиус изгиба определяется сугубо индивидуально. Места, которые предварительно были распилены, необходимо залатать, используя сварочный аппарат. После этого, соединительные места нужно отшлифовать.
Создание арочного элемента из профильных труб при помощи высокой температуры
Этот способ создания изгибов предусматривает применение чистой песочной массы в сухом ее виде. Для начала нужно один из концов профильной трубы закрыть барьерной крышкой из дерева, а затем песочную массу необходимо засыпать в профильное изделие. Заполнив все внутреннее пространство изделия, необходимо со стороны второго его окончания зафиксировать заостренную деревянную палку.
Конечно же, используя этот способ деформации профильных труб, нужно иметь заготовку или шаблонное изделие с необходимым радиусом.
Участок, который будет подвергаться деформации, отмечают мелом или маркером. Затем, отмеченный участок необходимо разогреть нагревательным прибором, а профильное изделие зафиксировать в шаблонную заготовку. После этого, необходимо начать ее изгибать медленно и без резких движений, доходя до нужного радиуса. Песочная масса, в данной ситуации, служит защитным щитом от различных повреждений и утраты первоначальной формы.
Получив необходимый результат, одну из барьерных крышек ликвидируют, а профильное изделие очищают от песочной массы.
Рассмотренные методы создания арочных элементов из профильных труб помогут установить на земельном владении небольшие постройки без помощи профессиональных лиц, а своими руками.
Как сварить красивую сотовую перегородку из профильной трубы
Чтобы облагородить проем перед ступеньками, перекрыть вход на лестничную площадку или для решения других задач можно установить перегородку с сотовой решеткой. Она смотрится очень достойно и аккуратно, от чего трудно поверить, что ее можно сварить своими руками из профильной трубы с помощью обычного сварочного аппарата.
Инструменты и материалы:
- профильная труба 40х60 мм;
- профильная труба 40х40 мм;
- шпаклевка по металлу;
- грунтовка;
- краска;
- болгарка;
- сварочный аппарат;
- угольник;
- маркер;
- рулетка.
Процесс изготовления перегородки
Так как перегородка состоит из сложных геометрических фигур, то перед ее изготовлением нужно сделать точное планирование. Для этого нужно рассчитать высоту и ширина проходящего в ней проема, а также место его расположения на перегородке.
По результатам расчетов сваривается рамка перегородки. Для этого используется профильная труба 40х60 мм.
Из нее нарезаются заготовки и торцуются под 45 градусов.
Это позволит сделать аккуратный закрытый внешний угол при сварке под прямым углом. Нижняя сторона рамки должна прерываться проемом, поэтому она будет состоять из двух отрезков трубы, в противном случае получится порог.
 Чтобы рамку сварить ровно, заготовки нужно укладывать на 2 длинные трубы выставленные в одну плоскость, и конечно же пользоваться угольником.
Чтобы рамку сварить ровно, заготовки нужно укладывать на 2 длинные трубы выставленные в одну плоскость, и конечно же пользоваться угольником. Полученные швы следует тщательно прошлифовать, рытвины заделать быстросохнущей шпаклевкой, а после ее высыхания еще раз отшлифовать.
Далее самое ответственное и сложное. Нужно рассчитать размер шестигранных сот для заполнения перегородки. Для их изготовления используется труба 40х40 мм. Рассчитанные заготовки нужно нарезать особым образом. Для этого срез по одной стенке делается под 45 градусов, затем от крайней точки по другой стенке снова под 45 градусов, но с противоположным уклоном, и так далее. Такие скошенные торцы должны получиться со всех сторон каждой заготовки. Причем важно, чтобы углы на одном краю заготовки имели зеркальное отражение и на втором конце.
Затем стыкуя заготовки, необходимо их сваривать между собой.
Такая форма торцов позволит получить в результате решетку с сотами. Сварка выполняется на ровном основании.
 Нужно просто ставить электродом точки на пересечении трех заготовок.
Нужно просто ставить электродом точки на пересечении трех заготовок. Сплошной шов не требуется. Сделав решетку ее нужно вварить в раму перегородки. В зазорах между сотами и рамой ввариваются срезанные отрезки труб, чтобы образовать «полусоты» и полностью перекрыть пустоты.
Далее нужно промазать шпаклевкой стыки сот. Для этого она втирается пальцем. Шпаклевка закроет незаваренные зазоры. Затем она шлифуется, перегородка грунтуется и окрашивается.
Готовый результат превосходит все ожидания:
Смотрите видео
Беседка из профильной трубы своими руками: чертежи конструкций
Беседка на загородном участке давно перестала быть диковинкой, эту нехитрую постройку стараются сделать практически все хозяева фазенды.
Особенности
Беседка на загородном участке в большинстве случаев представляет собой навес с крышей и полуоткрытыми стенами, оборудованный скамейками. Дополнением к этим обязательным деталям являются внутренний столик, печь или мангал, цветники и вьющиеся растения, остекление и другие приятные детали – все зависит от фантазии и возможностей хозяев дачи.
Каркас из профильной трубы для такой уличной постройки может обладать следующими преимуществами:
- он прочный и стойкий к деформации, механическим повреждениям;
- металл, используемый для профиля, долговечен;
- строительство такой беседки может обойтись дешевле, чем из натурального дерева и тем более из природного камня;
- металлопрофиль благодаря простоте обработки позволяет создавать любые сложные конструкции;
- в дальнейшем металлический каркас можно обшить деревом, пластиком, поликарбонатом, другими материалами.

Металлический профиль подвержен коррозии, но этот недостаток легко исправить, покрасив его поверхность любой краской на выбор или обработав защитной шпатлевкой.
Для изготовления подобных беседок обычно берутся полые трубы, имеющее в профиль прямоугольное или квадратное сечение, изготовленные из обычной или оцинкованной стали. Размеры и толщина стенок могут быть различными, главное, рассчитать, чтобы вся конструкция выдержала вес крыши и других навесных элементов. Несущие профили обычно обладают более крупным сечением, а перемычки – более тонкие.
Преимущества металлопрофилей еще и в том, что они полые, то есть при достаточной прочности имеют малый вес. В собранном виде элементы обеспечивают равномерное распределение нагрузок на все участки конструкции и на сопряженные с ней элементы. Прямоугольный профиль легко резать, сверлить в нем отверстия, сопрягать, делать необходимые детали. Стоит учитывать, что при создании надежных беседок из профильной трубы могут понадобиться сварочные работы.
В собранном виде элементы обеспечивают равномерное распределение нагрузок на все участки конструкции и на сопряженные с ней элементы. Прямоугольный профиль легко резать, сверлить в нем отверстия, сопрягать, делать необходимые детали. Стоит учитывать, что при создании надежных беседок из профильной трубы могут понадобиться сварочные работы.
Проекты
Доступность материала и простота обработки позволяют создать множество интересных проектов беседок из профильной трубы. Они значительно отличаются по внешнему оформлению, но чертежи несущих каркасов примерно одинаковые.
Один из самых простых примеров – проект беседки в форме квадрата в профиль высотой 2,7 м. Благодаря небольшим размерам такую конструкцию можно поставить даже на крохотном дачном участке, тем не менее – это полноценная зона отдыха, которую можно снабдить непромокаемой крышей, оборудовать стенами, защищающими от ветра и дождя.
Благодаря небольшим размерам такую конструкцию можно поставить даже на крохотном дачном участке, тем не менее – это полноценная зона отдыха, которую можно снабдить непромокаемой крышей, оборудовать стенами, защищающими от ветра и дождя.
В качестве несущих профилей берутся полые балки с сечением 80х80 мм и толщиной стенок 2,5 мм. Для перегородок, кровли, ограждений и скамеек можно взять более тонкие металлические рейки, например, 20х50 мм.
Есть два варианта установки такой конструкции. Если она ставится на открытый грунт, то под ее стойки необходимо заложить ленточный фундамент. Под 4 несущие опоры вырываются ямки чуть шире, чем сами профили, и заливаются бетонным раствором. Другой вариант, если беседка будет стоять на твердой основе, например, на тротуарной плитке или бетонной плите. Тогда фундамента не требуется, сама конструкция будет достаточно устойчива, чтобы не обрушиться под сильным ветром.
Вертикальные несущие стойки соединяются горизонтальными перемычками в 3 – 4 ряда на трех сторонах беседки, в четвертой из тонких реек делается дверной проем. Одна сторона квадрата получается шириной чуть более двух метров. Верх основания тоже скрепляется перемычками, крыша делается четырехскатной и симметричной. Для соединения всех элементов используется сварка, после сборки всей конструкции ее можно обшить любым понравившимся материалом: деревом, фанерой, ДСП или пластиком, крышу покрыть металлочерепицей, шифером или ондулином.
Интересен проект переносной беседки из профильной трубы с размерами 1920х1660 мм и высотой 2300 мм.
Собрать ее можно без труда за 1 день, а размещать где угодно, при необходимости переносить в любое удобное место. Для уменьшения веса берутся профильные трубы 20х40 мм с толщиной стенок 2,5 мм из оцинкованной стали. Полукруглая кровля опирается на два дуговых профиля, сверху ее можно покрыть прозрачным поликарбонатом, а если хочется тени, то можно использовать металлический профильный лист.
Для уменьшения веса берутся профильные трубы 20х40 мм с толщиной стенок 2,5 мм из оцинкованной стали. Полукруглая кровля опирается на два дуговых профиля, сверху ее можно покрыть прозрачным поликарбонатом, а если хочется тени, то можно использовать металлический профильный лист.
Для скамеек в такой беседке с полукруглой крышей можно взять полированные доски, окрашенные или покрытые лаком, для облегчения всей конструкции лучше использовать пластиковые сиденья. Для того чтобы можно было опираться, стоит добавить сбоку удобные спинки. Посередине беседки располагается столик, за которым может свободно поместиться несколько человек. Вся конструкция создана таким образом, что ее можно без труда переносить вручную: вдвоем или втроем.
В последнее время в нашей стране приобрели огромную популярность шестигранные или восьмигранные крытые беседки, созданные в финском стиле. В центральной части они могут иметь кирпичную печь для внутреннего обогрева и приготовления еды, дымовая труба выводится через центр скатной крыши. Стены таких построек сплошные, добротные, могут быть дополнительно утеплены, внутрь есть возможность провести электрическое освещение. Подобие финской беседки можно создать и на своем загородном участке, используя металлический каркас.
В центральной части они могут иметь кирпичную печь для внутреннего обогрева и приготовления еды, дымовая труба выводится через центр скатной крыши. Стены таких построек сплошные, добротные, могут быть дополнительно утеплены, внутрь есть возможность провести электрическое освещение. Подобие финской беседки можно создать и на своем загородном участке, используя металлический каркас.
Чертеж каркаса шестигранной беседки в финском стиле очень прост, он включает всего лишь несколько металлических элементов.
Для несущих опор следует подобрать профили 100х100 мм, которые утапливаются в грунт и заливаются бетоном под столбчатый фундамент. Высота от низа до основания крыши может быть от 1200 до 1500 мм, перекрытия кровли состоят из профилей 50х50 мм.
Все работы по резке профилей и сварке каркаса шестигранной беседки осуществляются за один день. Затем можно придумать, какой кровельный и отделочный материал использовать, и приступать к ее обустройству. Такие добротные постройки хорошо устанавливать на твердое основание, залить под них бетонный пол или уложить бордюрной плиткой. Достоинством является то, что в дальнейшем такую беседку можно сколько угодно модернизировать: возвести внутри каменную печь с духовкой, сделать остекление, обложить низ кирпичом и так далее.
Оригинальным является проект большой прямоугольной беседки с двускатной крышей.

Вариант является открытым, но при желании такой чертеж можно изменить, и по максимуму закрыть стены любым доступным материалом. Для вертикальных стоек используются одинаковые полые профили 50х50 мм, нижняя часть и кровля скрепляются горизонтальными и наклонными перемычками. Наклонные скаты позволяют стекать дождевой воде, дают хорошую тень. В качестве кровельного покрытия можно использовать различные материалы: шифер, ондулин, профильный оцинкованный лист.
Внутреннее пространство такой беседки позволяет свободно разместить там печь с жаровней, мангал, уголок для приготовления еды, обеденный стол со скамейками. Крышу можно оборудовать таким образом, чтобы через нее выходила печная труба или вытяжка. Саму конструкцию лучше всего устанавливать на бетонное основание, стоит заранее разметить и подготовить место заливки, столбчатый фундамент для несущих металлических опор беседки. После монтажа пола и опорных конструкций можно соединить остальные необходимые элементы, оборудовать кровлю, сделать красивые заборчики и скамейки, другие детали декора.
Крышу можно оборудовать таким образом, чтобы через нее выходила печная труба или вытяжка. Саму конструкцию лучше всего устанавливать на бетонное основание, стоит заранее разметить и подготовить место заливки, столбчатый фундамент для несущих металлических опор беседки. После монтажа пола и опорных конструкций можно соединить остальные необходимые элементы, оборудовать кровлю, сделать красивые заборчики и скамейки, другие детали декора.
Дизайн
Сам по себе каркас из профильной трубы обладает многими достоинствами, он прочный, негорючий, долговечный, но не имеет приятного внешнего вида. Поэтому после создания основания нужно приступить к декору. Вариантов дизайна беседок на даче огромное количество, главное – проявить свою фантазию, и воплотить замыслы в жизнь.
Вариантов дизайна беседок на даче огромное количество, главное – проявить свою фантазию, и воплотить замыслы в жизнь.
Прежде всего, профиль можно покрасить.
Поверхность металла не имеет природного приятного оттенка, кроме того, подвержена коррозии, что со временем придаст еще более неблагоприятный вид. Для покраски используют водостойкие, водоэмульсионные марки – масляные, акриловые, полиуретановые, эпоксидные, аэрозольные. Главное требование, чтобы они были стойкими к солнечному свету, воде, перепадам температур. Что касается цвета, то здесь надо выбирать такие оттенки, чтобы они гармонично сочетались с остальными деталями декора беседки.
Металлический каркас удачно сочетается с кованными или сварными решетками, которые при изготовлении мастерами могут быть настоящими произведениями искусства. Ими можно оборудовать ограды по периметру, пространство под крышей, дверной проем. Из металла можно сделать другие элементы декора и быта: скамейки, столики, урны и клумбы, мангал.
Ими можно оборудовать ограды по периметру, пространство под крышей, дверной проем. Из металла можно сделать другие элементы декора и быта: скамейки, столики, урны и клумбы, мангал.
Единственный минус – металлические детали значительно увеличивают вес беседки.
Полированное, покрытое лаком дерево всегда будет хорошо сочетаться с темной фактурой металла. Из него в дополнение к беседкам из профильных труб можно изготавливать внутренние скамейки со спинками, столешницы, цветники, столики. Для крепления к металлу цельных деревянных досок можно использовать резьбовые болты с гайками или анкеры. Для декора хорошо использовать деревянные наличники, ограды, резные коньки под крышей.
Наиболее популярными породами древесины для обустройства металлических беседок являются сосна, бук, дуб, береза. Дерево должно быть хорошо высушено, отполировано, покрыто прозрачным лаком. Прочные и легкие деревянные конструкции уменьшают общий вес беседки, она меньше проседает на грунте, а если она переносная, то ее легче переместить на другое место.
Прочные и легкие деревянные конструкции уменьшают общий вес беседки, она меньше проседает на грунте, а если она переносная, то ее легче переместить на другое место.
Очень популярным материалом при обустройстве металлических беседок в последнее время является поликарбонат.
Это многослойный профилированный лист из полимерных материалов, легкий и простой в обработке. Крепится к профилям на болты или шурупы, так же легко снимается. Поликарбонат прозрачный или полупрозрачный материал, обычно бесцветный, но есть и различные цветные варианты. Если хочется сделать внутри беседки больше естественного света, то кровля из этого материала – самый подходящий вариант.
Односкатную или двускатную крышу на беседке из профильной трубы можно обустроить листами из цветного профнастила. Это прекрасный легкий материал, который не боится влаги и деформации. Есть возможность выбрать любой цвет, с такой крышей беседка всегда будет смотреться гармонично. Цветная металлочерепица для кровли тоже очень популярна, ею можно закрыть и шестигранную беседку. Металлические листы просто крепятся к каркасу крыши, из них же легко вырезать кусок нужных размеров и формы, а прослужат они не один сезон.
Очень эффектно будет смотреться дизайн беседки, если снабдить каркас вьющимися растениями. Сделать из металлических прутьев решетку или направляющий шест очень просто, у основания поместить цветники из любого доступного материала: камня, кирпича, дерева. Через несколько сезонов можно добиться потрясающей живой изгороди из густых зарослей, которые будут давать тень внутри постройки.
Через несколько сезонов можно добиться потрясающей живой изгороди из густых зарослей, которые будут давать тень внутри постройки.
Строительство
Сделать своими руками садовую беседку из профильной трубы очень просто благодаря дешевизне материала и доступности инструментов. Для начала стоит пошагово распределить все этапы этой работы. На своем приусадебном участке выбираем место для будущей постройки, оно должно быть максимально ровным с устойчивым сухим грунтом. Нелишним будет выбор расположения относительно солнца, проходных путей, источников шума. Место для беседки должно быть комфортным.
Затем разрабатывается чертеж конструкции с размерами, желательно в двух-трех проекциях, из него же будет видно, сколько материала и крепежных деталей необходимо заготовить. Если беседка стационарная, то сразу подготавливается ровная площадка и место для заливки фундамента. Для опорных стоек из профтрубы достаточно залить столбчатый с максимальной глубиной 0,5 м.
Если беседка стационарная, то сразу подготавливается ровная площадка и место для заливки фундамента. Для опорных стоек из профтрубы достаточно залить столбчатый с максимальной глубиной 0,5 м.
Лунки для заливки выкапываются вручную или садовым буром, в качестве раствора можно применять смесь песка и портландцемента, для усиления использовать щебень, гравий, мелкие камни.
В фундамент закрепляются основные опорные стойки из металлопрофиля. После этого надо изготовить и собрать каркас из металлических элементов.
Для работы понадобятся следующие инструменты:
- дрель со сверлами по металлу;
- болгарка;
- рулетка и маркер;
- саморезы и болты по металлу;
- сварочный аппарат.

Все профили отмеряются и обрезаются в соответствии с размерами на чертежах, затем необходимо сварить каркас боковых стен, опор кровли и других металлических элементов. После сборки железного основания приступают к отделке, обустройству и декору.
Обшить стену и крышу можно любыми из доступных материалов: профлистом, поликарбонатом, фанерой, древесиной.
Здесь могут потребоваться другие инструменты:
- ножовка по дереву;
- малярный нож;
- шуруповерт;
- гвозди;
- саморезы.
Все зависит от задуманного проекта обустройства беседки.

Построить уютную и красивую беседку из профильных труб и затем украсить ее любым декором очень просто, главное, иметь желание, терпение и немного опыта в строительных работах.
Красивые примеры
Элегантная и очень простая в сборке шестигранная конструкция с деревянными скамейками, столиком и полом из досок. Ее можно обустраивать дополнительными элементами.
Беседка из профильной трубы с крышей и стенами из прозрачного поликарбоната.
Красивая конструкция с крышей из металлочерепицы и декором из дерева. Она подойдет для любого загородного участка.
Беседка из профилированных труб с декоративными элементами из кованого железа.
Элегантная конструкция из окрашенного профиля со столиком и скамейками, обшитая цветным поликарбонатом.
О том, как построить беседку из профильной трубы самостоятельно, смотрите в следующем видеоролике.
Как сделать лестницу из профильной трубы своими руками
Нередко владельцы частных домов и дач предпочитают делать лестницы самостоятельно. Самыми распространенными материалами для этого являются дерево и металл. Все больше людей предпочитают изготавливать металлические лестницы, так как они более надежны и долговечны.
Самыми распространенными материалами для этого являются дерево и металл. Все больше людей предпочитают изготавливать металлические лестницы, так как они более надежны и долговечны.
Для производства лестниц используются стальные трубы квадратного либо прямоугольного сечения.
Перед тем, как остановить свой выбор на определенном виде и размере труб, необходимо рассчитать количество элементов конструкции.
Это будет зависеть от того, какой тип лестницы вы выберете:
- винтовую;
- маршевую;
- угловую;
- поворотную.
Таблица максимальных нагрузок на лестничные пролеты, в зависимости от их длины и параметров профильной трубы
| Длина марша лестницы в мм | 1000 | 2000 | 3000 | 4000 | 5000 | 6000 |
|---|---|---|---|---|---|---|
| Размер сечения трубы и толщина металла мм | Максимальная нагрузка на лестницу кг | |||||
| 50×25×2 | 684 | 167 | 69 | 34 | 16 | 6 |
| 60×40×2 | 1255 | 308 | 130 | 66 | 35 | 17 |
| 80×40×2 | 1911 | 471 | 202 | 105 | 58 | 31 |
| 80×40×3 | 2672 | 658 | 281 | 146 | 81 | 43 |
| 80×60×3 | 3583 | 884 | 380 | 199 | 112 | 62 |
| 100×50×4 | 5489 | 1357 | 585 | 309 | 176 | 101 |
Размеры трубы следует выбирать уже после, того, как будет выбрана конструкция лестницы и определены ее базовые параметры, произведены расчеты и составлен чертеж.
Для изготовления лестницы необходимо определиться со следующими параметрами:
- Количество маршей в конструкции.
- Высота лестницы или каждого из маршей, и угол уклона, который должен быть одинаков на всем протяжении лестницы, независимо от количества маршей.
- Конструкция соединения двух маршей — площадка или забежные ступени.
- Количество, ширина и высота ступеней.
- Периметр лестничного проема в перекрытии.
- Исходя из рассчитанных размеров и составленного чертежа — опререляется количество необходимого для монтажа конструкции материала.
Чертежи, схемы различных видов лестниц из металла
Плюсы лестниц из профильных труб
- Широкие возможности использования. Из профильных труб разного сечения можно изготовить большое количество всевозможных конструкций. Например, вы можете изготовить стационарную либо приставную лестницу.
- Возможность декора. Современные лестницы из профтруб можно декорировать с помощью стеклянных, деревянных или полимерных вставок. Кроме того, сам металл можно окрасить в другой цвет или добавить стильный эффект «металлик».
- Надежность материала. Если вы соблюдаете все правила проектирования, обработки и использования лестниц, то они прослужат вам не одно десятилетие.
- Возможность выбора времени установки. Лестницы не всегда устанавливаются во время строительства дома. Возможно, вы захотите установить ее немного позже, когда ремонт будет закончен. С металлическими трубами это не составит большого труда.
Особенности лестниц из металлопрофиля
Если вы собрались использовать профильные трубы для изготовления лестницы, то постарайтесь соблюсти определенные требования:
- Так как металлопрофиль имеет достаточно большой вес, не стоит дополнительно утяжелять конструкцию. В частности, не рекомендуется использовать бетонные ступени и заполнители ограждения из металла. Лучшим решением будет использовать деревянные материалы для ступеней, а в качестве заполнителя применять полимеры.
- Даже если лестница находится в доме, необходимо провести тщательную антикоррозийную обработку всей конструкции. Это поможет уберечь металл от возникновения ржавчины.
- Как правило, для соединения различных элементов могут использоваться болты либо сварка. Второй вариант более предпочтителен, поскольку является более надежным.
- Если ваша лестница будет нести функцию пожарной или аварийной конструкции, то вам нужно будет дополнительно усилить ее.
 Лучшим решением будет использовать деревянные материалы для ступеней, а в качестве заполнителя применять полимеры.
Лучшим решением будет использовать деревянные материалы для ступеней, а в качестве заполнителя применять полимеры.Общие сведения о металлических лестницах
Все нормативы, касающиеся металлических лестниц и их ограждений, содержатся в ГОСТ 23120-2016 и СТБ 1381-2003. В этих документах вы можете найти определения частей лестниц. В частности, здесь поясняется, что такое ступени, перила и возможные механизмы фиксации ступеней.
Что касается последнего определения, то ступени могут закрепляться следующим образом:
- Тетива — ступени вставляют в специальные пазы в боковых балках,
- Косоур — ступени прикрепляют на наклонную балку,
- Вертикальная труба — спиральная фиксация ступеней в винтовых лестницах.

Чаще всего в строительстве применяют первые два механизма фиксации. Наиболее популярным вариантом является косоур, так как это наиболее прочный и компактный метод крепления ступеней.
Также в документах перечисляются наиболее оптимальные параметры лестничных элементов. Например, уклон лестниц в жилых строениях должен равняться 30-40°. Число ступеней для одномаршевых лестниц должно быть не более 18, а для двухмаршевых – не более 16 штук. Что касается ширины площадки в двухмаршевых конструкциях, то в документах указано, что она должна быть не менее ширины самих маршей.
Высота подступенка может колебаться от 14 до 20 см, наиболее приемлемой является высота 17 см. Ширина самой лестницы, устанавливаемой в частном доме, должна быть не меньше 80 см.
Какой тип маршевой конструкции выбрать?
В современных коттеджах маршевые лестницы являются наиболее распространенным вариантом. Обычно они состоят из одного или двух пролетов, между которыми располагаются площадки.
Одномаршевые лестницы подходят для больших помещений, где угол их наклона будет не очень большим. Также такие лестницы устанавливают при входе в дом, если цокольный этаж достаточно высокий. Если же помещение не очень просторное, то угол наклона лестницы будет больше. Как правило, такие конструкции устанавливают на чердаках либо в подвалы. Свободное пространство под лестницей можно использовать для хранения вещей.
Двухмаршевые лестницы позволяют существенно сэкономить пространство. Особенно это эффективно, если ступеньки двух маршей располагаются перпендикулярно по отношению друг к другу и проходят вдоль смежных стен.
Типы косоуров для маршевых лестниц
Одним из лучших материалов для косоуров можно назвать стальную профтрубу. На конструкцию косоура влияют такие параметры, как размеры лестницы, возможные нагрузки и бюджет.
Существует несколько типов косоуров:
- Каркас на центральном косоуре. Конструкция представляет собой прямую трубу и является наиболее простым и экономным вариантом. Как правило, размер профиля трубы составляет 100х50 миллиметров.
- Ломаный центральный косоур, который совпадает с формой ступенек. Это более сложный вариант косоура, так как для его изготовления необходимо сварить несколько отдельных элементов. Чаще всего для такой конструкции берут профтрубу с сечением 80х60 миллиметров. К косоуру можно дополнительно приварить каркасы для самих ступеней.
- Боковые косоуры используются для изготовления больших ступеней. Также их используют, если планируются серьезные нагрузки на лестницу.
 Как правило, размер профиля трубы составляет 100х50 миллиметров.
Как правило, размер профиля трубы составляет 100х50 миллиметров.
Металлобаза «Аксвил» реализует оптом и в розницу на наличный и безналичный расчет, со склада в Минске с доставкой в любую точку Республики Беларусь, широчайший сортамент:
для монтажа лестниц и иных металлоконструкций.
Теплица своими руками из профильной трубы
Теплица на приусадебном участке — это практично и с пользой, урожай радует с ранней весны до поздней осени. Считается, что каркас из профильной трубы –наиболее оптимальный вариант для изготовления подобных конструкций. Надежно, безопасно, функционально, при правильной эксплуатации и уходе прослужит долгий срок. В статье поделимся секретами, как самому сделать теплицу из профильной трубы: спроектировать сооружение, определится с размерами. Приведем пошаговую инструкцию, как построить домик для овощей своими руками.
Надежно, безопасно, функционально, при правильной эксплуатации и уходе прослужит долгий срок. В статье поделимся секретами, как самому сделать теплицу из профильной трубы: спроектировать сооружение, определится с размерами. Приведем пошаговую инструкцию, как построить домик для овощей своими руками.Invalid Displayed Gallery
Профильная труба для постройки теплицы – все «за и против»
Профильная труба имеет в сечении квадрат или прямоугольник, по способу изготовления может быть:- горяче- и холоднодеформированные;
- электросварные, электросварные холоднодеформированные.
 Физико-механические характеристики профильных труб позволяют изготовить качественный, надежный каркас. Чтобы продлить срок эксплуатации, сохранить эстетику и целостность теплицы, после монтажа сварной конструкции ее необходимо:
Физико-механические характеристики профильных труб позволяют изготовить качественный, надежный каркас. Чтобы продлить срок эксплуатации, сохранить эстетику и целостность теплицы, после монтажа сварной конструкции ее необходимо:- тщательно зачистить жесткой щеткой от окалины;
- обработать абразивной шкуркой, чтобы удалить даже невидимые признаки коррозии;
- промыть растворителем;
- загрунтовать;
- покрасить.
Профильная труба по виду напоминает деревянный брус с прямой стороной. Форма удобна для крепления листового материала: поликарбоната, стекла, пленочно-рамочных элементов — это значительно облегчает изготовление теплицы из профильной трубы своими руками. Основные виды профтруб для изготовления теплицРжавчину можно удалить, обработав очаги поражения уксусной эссенцией. Выполнять работы следует в резиновых перчатках и респираторе.
Целесообразность и выбор размера профтруб
Цена на профильную трубу зависит от качества стали, размеров, толщины стенки – это не дешевое «удовольствие», поэтому важно оптимально подобрать материал. Каркас теплицы из профильной трубы своими руками рационально строить из профиля с ребрами 40*20, 40*40 мм, толщина стенки 2 мм, для горизонтальной стяжки можно воспользоваться трубами 20*20 мм, толщина стенки 1-1,5 мм. Стандартная длина профтрубы 6,05 м, чтобы минимизировать расходы и избежать значительных отходов, до начала строительства необходимо определиться с проектом теплицы и ее размерами. Чертеж теплицы из профильной трубы 20*20 мм, основание лучше выполнить из проката 40*20 мм
Каркас теплицы из профильной трубы своими руками рационально строить из профиля с ребрами 40*20, 40*40 мм, толщина стенки 2 мм, для горизонтальной стяжки можно воспользоваться трубами 20*20 мм, толщина стенки 1-1,5 мм. Стандартная длина профтрубы 6,05 м, чтобы минимизировать расходы и избежать значительных отходов, до начала строительства необходимо определиться с проектом теплицы и ее размерами. Чертеж теплицы из профильной трубы 20*20 мм, основание лучше выполнить из проката 40*20 ммТеплица из профильной трубы своими руками – чертежи и схемы типовых, эргономичных конструкций
Стандартная самодельная теплица из профильной трубы обычно бывает трех видов:- Пристроенная к дому с односкатной или ассиметричной овальной крышей.
- Отдельно стоящая арочная конструкция.
- Теплица домиком из профильной трубы с двускатной кровлей.
 Удобный размер для организации двух параллельных грядок 3-6*3 м, для трех – 3-12*4-6 м. В частном строительстве теплица из металлических труб своими руками имеет востребованный стандарт 3*6 м. Чертежи теплиц из профильной трубы, с размерами, на ленточном фундаменте
Удобный размер для организации двух параллельных грядок 3-6*3 м, для трех – 3-12*4-6 м. В частном строительстве теплица из металлических труб своими руками имеет востребованный стандарт 3*6 м. Чертежи теплиц из профильной трубы, с размерами, на ленточном фундаментеКаркас теплицы из профильной трубы – чертежи и расчеты
Работа в теплице чаще протекает по принципу: я разогнулся посмотреть, не разогнулась ли она, чтоб посмотреть не разогнулся ли я. Поэтому важно для облегчения и максимального комфорта труда правильно рассчитать высоту сооружения. Оптимально, если человек встанет в полный рост + 300-400 мм. Подробный чертеж арочной постройки Средняя эргономичная высота арочной теплицы – 1,9-2,4 метра – это по сути радиус сгиба поликарбонатного листа. Вспоминаем формулу длины окружности: L= π*D, где π – 3,14, D – диаметр = 2 радиусам. Допустим, высота теплицы из профтрубы – 2 м, тогда L (длина окружности) = 3,14*4 = 12,56 м. Нам требуется половина этой длины — 12,56:2 = 6,28 м. Но это не рационально при использовании обшивки из поликарбоната, получается, что одного листа длина которого 6,0 м не хватит, придется дотачивать небольшую полосу, то же со стандартной длиной профтрубы. Чтобы избежать лишних затрат, необходимо уменьшить высоту теплицы, рационально если, Н=1,85-1,9 м, при ширине постройки 3,7-3,8 м. Схема теплицы из профильной трубы, своими руками такую конструкцию можно изготовить практически без отходов материала Для двускатной кровли расчет высоты зависит от уклона крыши, для разных регионов, в зависимости от ветровой и снеговой нагрузок, обычно укос составляет 30-45о. Удобная высота прямой стены – 1,7-2 метра до нижнего края стропила. На примере просчитаем общую высоту теплицы из профильной трубы до конька. Допустим, уклон двускатной крыши составляет 30о, ширина теплицы 4 м. По теореме Пифагора: с2=а2+в2, где с – гипотенуза (длина одного ската), а – катет (перпендикуляр от края каркаса из профтрубы до середины), в – катет (высота от конька до прямой стены по перпендикуляру). В нашем случае: а = 4:2 = 2 метра. Из геометрии: катет, лежащий напротив угла в 30о, равен половине гипотенузы.
Чтобы избежать лишних затрат, необходимо уменьшить высоту теплицы, рационально если, Н=1,85-1,9 м, при ширине постройки 3,7-3,8 м. Схема теплицы из профильной трубы, своими руками такую конструкцию можно изготовить практически без отходов материала Для двускатной кровли расчет высоты зависит от уклона крыши, для разных регионов, в зависимости от ветровой и снеговой нагрузок, обычно укос составляет 30-45о. Удобная высота прямой стены – 1,7-2 метра до нижнего края стропила. На примере просчитаем общую высоту теплицы из профильной трубы до конька. Допустим, уклон двускатной крыши составляет 30о, ширина теплицы 4 м. По теореме Пифагора: с2=а2+в2, где с – гипотенуза (длина одного ската), а – катет (перпендикуляр от края каркаса из профтрубы до середины), в – катет (высота от конька до прямой стены по перпендикуляру). В нашем случае: а = 4:2 = 2 метра. Из геометрии: катет, лежащий напротив угла в 30о, равен половине гипотенузы. Составляем уравнение: в=х, следовательно, с=2х, отсюда (2х)2 = 22+х2, 4х2 = 4+х2, 3х2 = 4, х2 = 4:3, х = √1,33(3) = 1,154 м – это длина гипотенузы, значит, катет в = 0,58 м, отсюда общая высота теплицы из профтрубы: 2+0,58=2,58 м. Изготовление теплицы из профильной трубы, чертеж стандартной двускатной постройки Отметим важный нюанс, скат крыши должен на 100-300 мм быть длиннее чем сама теплица, поэтому его длина = 1,154+0,1(0,3) = 1,25-1,45 м – это необходимо учесть при раскрое профильной трубы для стропильной системы теплицы.
Составляем уравнение: в=х, следовательно, с=2х, отсюда (2х)2 = 22+х2, 4х2 = 4+х2, 3х2 = 4, х2 = 4:3, х = √1,33(3) = 1,154 м – это длина гипотенузы, значит, катет в = 0,58 м, отсюда общая высота теплицы из профтрубы: 2+0,58=2,58 м. Изготовление теплицы из профильной трубы, чертеж стандартной двускатной постройки Отметим важный нюанс, скат крыши должен на 100-300 мм быть длиннее чем сама теплица, поэтому его длина = 1,154+0,1(0,3) = 1,25-1,45 м – это необходимо учесть при раскрое профильной трубы для стропильной системы теплицы.Про вход
Вход в теплицу лучше сделать с торцевой стороны, высота двери 1,9-2,1 м, ширина 700-800 мм, для удобного вноса горшков с рассадой и инструментов. Для зимних теплиц из профтрубы рекомендуется пристроить небольшой тамбур, это поможет избежать потоков холодного воздуха при входе.Invalid Displayed Gallery
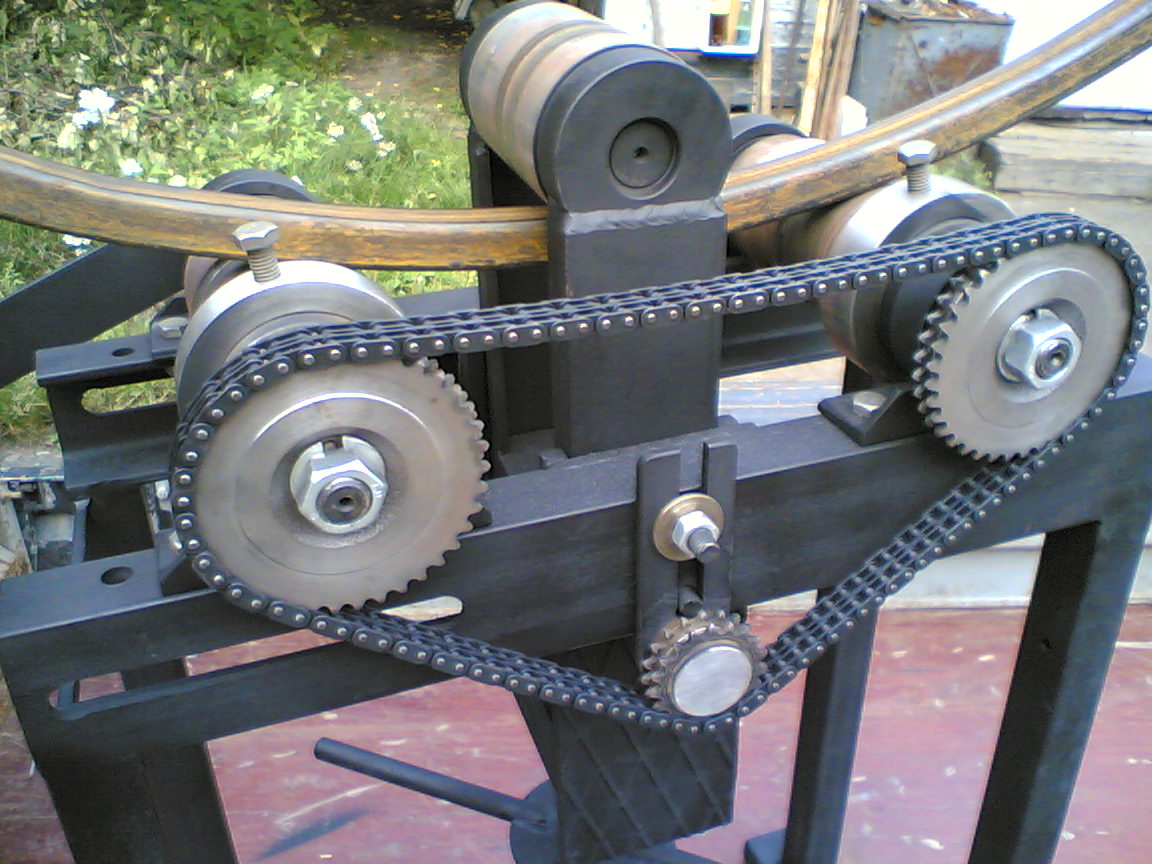
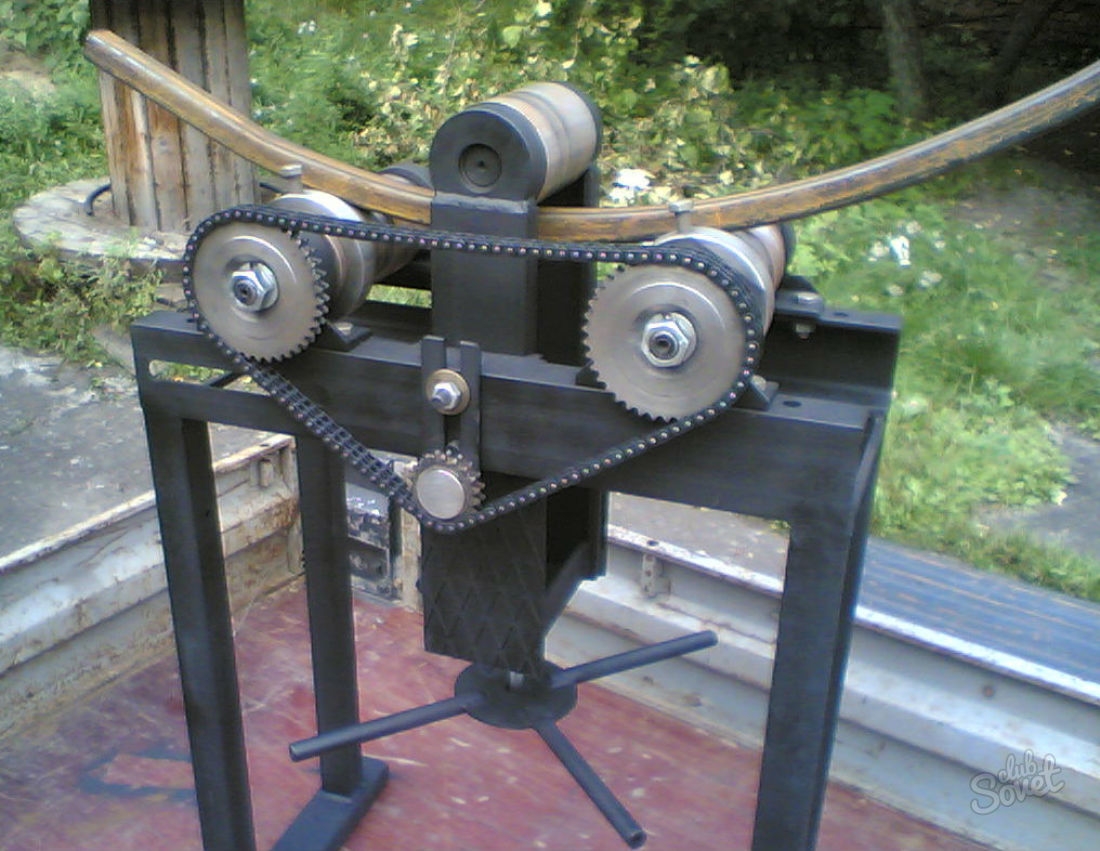
Как согнуть профильные трубы для теплицы
Арочные теплицы из профтрубы считаются наиболее практичными, они обладают хорошими аэродинамическими характеристиками, поэтому легко переносят снеговые нагрузки и порывы ветра. Проще всего заказать услугу по сгибанию профтруб на специализированной металлобазе, можно купить трубогиб, но это не целесообразно. Существует народная технология, как самому согнуть профильную трубу и не деформировать ее. Потребуется радиусный шаблон, следует изготовить заранее.Способ первый – в любое время года
Речной песок просеивается, промывается, просушивается. Разводится огонь, кладется металлический лист – импровизированный противень, тонким слоем насыпается песок и прокаливается, до тех пор, пока с поверхности не будет испарений. Профтруба нарезается в размер теплицы, один конец забивается деревянным чопиком, насыпается внутрь песчаник, трамбуется постукиваниями, когда полость наполнена до края, второй конец так же плотно закрывается заглушкой. С таким наполнителем профильная труба легко гнется своими руками по шаблону, без деформации.Способ второй – зимний
Технология в точности повторяет первый метод, но вместо песка профтруба для теплицы заливается водой, оставляется на морозе до образования льда. После чего гнется по лекалу.Способ третий – просто, но потребуется оборудование
Профтруба на 2/3 разрезается болгаркой, надрезы должны располагаться на одинаковом расстоянии друг от друга. Принцип прост: чем круче изгиб теплицы, тем меньше расстояние между пропилами. Далее профиль гнется по заданному радиусу и все швы герметично заделываются сваркой. Посмотрите полезную идею, как загнуть профильную трубу для теплицы, на видео подробно рассказано, как сделать самостоятельно трубогиб и изготовить дугу нужного размера.Для строительства теплицы своими руками лучше всего подходит оцинкованная профильная труба с ребрами 40*20 мм, для связующих деталей 20*20 мм. Качественный материал имеет покрытие из цинка снаружи и внутри. Оцинкованная профильная труба для теплиц очень легкая, каркас можно передвинуть или перевезти на другой участок, а надежное защитное покрытие препятствует появлению коррозии. Для больших конструкций используют профтрубу оцинкованную с усилением, выдерживает нагрузки на 1 м2 до 90 кг. По ГОСТу изделие, выполненное с учетом всех технологических требований, прослужит 2-3 десятка лет. Качественная оцинковка даже при механических повреждениях: сгибы, вмятины, деформации, сохраняет целостность покрытия, без трещин и царапин до основы.
Теплица из оцинкованной трубы 25х25, на фото пример, как правильно крепить узлы разборной конструкцииДетали каркаса для теплицы из стальной трубы без защитного покрытия рекомендуется собирать при помощи сварки. Оцинкованные элементы лучше соединять на болтовое соединение и специальные стыковочные элементы, уголки.
Фундамент для теплицы из профтрубы
Конструкции теплиц из профильной трубы чаще устанавливается на ленточный фундамент, но окончательный выбор зависит от геодезических исследований участка. В эконом варианте можно использовать столбчатое основание. Участок очищаем от мусора, сорняков, выкорчевываем корни, размечаем столбиками, натягиваем веревку по периметру, снимаем плодородный слой грунта, толщиной 300 мм. Выкапываем траншею, глубиной 700-800 мм, дно выравниваем, засыпаем песком и щебнем, трамбуем. Собираем каркас, из рифленой арматуры сечением 8-12 мм, в зависимости от масштабности постройки. Устанавливаем опалубку, щиты сколачиваем из досок необрезных, влагостойкой фанеры, можно использовать прочные пластиковые панели. Проверяем геометрию, закрепляем укосами, стягиваем по верху брусками. Заливаем бетоном, вставляем закладные, к ним будем привязывать каркас, оставляем до полного становления на 4 недели. Схема устройства фундамента и способ прикрепить каркасКак сварить теплицу из профильной трубы своими руками
По чертежу делаем деталировку, нарезаем элементы в размер. На ленту прокладываем 2 слоя рубероида, по периметру делаем обвязку из труб, привариваем их к закладным. Гнем детали по выбранной методике, устанавливаем дуги строго перпендикулярно фундаменту и крепим к обвязке. Рекомендуемое расстояние между арками 900-1000 мм. С торцевой стороны оформляем профилем входной проем, с другой усиливаем конструкцию поперечными перекладинами. На фото, как собрать каркас теплицы из профильной трубы 20х40 мм Поперек арочной конструкции укладываем обрешетку из профиля 40*20, 20*20 мм, это послужит базой для листового укрывного материала и упрочнит каркас. На прогоны с помощью саморезов крепим стыковочный пластиковый профиль, вставляем в пазы поликарбонат, толщиной 6-12 мм, фиксируем заглушками. Края прикручиваем на термошайбы. Для проветривания следует сделать форточки. Лучше по 2-3 с каждой стороны. Фурнитуру для комфортного открывания проемов можно купить в специализированных магазинах. В заключении видео-инструкция с подробными пояснениями, как сварить каркас теплицы своими руками, основание и стены.Обвязка, усиление, стропильная система, покраска.
Изготовление каркаса теплицы из профильной трубы: размеры, чертежи + видео
Геометрическая форма сечения полого профиля четырёхугольной формы обеспечивает высокую жесткость конструкции и относительную простоту изготовления.
Схема теплицы из профильной трубы своими руками, приведенная на рисунке ниже, позволяет оценить материалоемкость и потенциальные трудозатраты на возведение конструкции. Виды и сечения, отраженные на рисунке, представляют собой чертеж крепежных элементов для соединения деталей, используемый при сборке тепличной постройки.
Распространены конструкции теплиц из профильной трубы двух типов – с двухскатной и арочной формой крыши. Стандартным размером теплицы из профильной трубы является конструкция с шириной 3 метра и длиной 6 метров.
Изготовление теплицы из профильной трубы своими руками проще выполнить при скатной конструкции, представленной на схеме выше, ввиду отсутствия необходимости изменения геометрии металлопроката для придания ему дугообразного профиля.
Теплица из профильной трубы с дугообразной формой каркаса при той же длине конструктивных элементов, что и скатная постройка, позволяют получить постройку с большими размерами по высоте и ширине. Чертеж теплицы из профильной трубы 20х20 с дуговым профилем, представленный ниже, это наглядно демонстрирует.
Арочные теплицы из профильной трубы имеют более эргономичный внешний вид и существенно упрощают укладку укрывного материала, будь то поликарбонат или полиэтилен. В то же время для возможности остекления и более длительного срока службы больше подходит теплица домиком из профильной трубы.
Важно! Металлический профиль должен быть защищен от коррозии, в противном случае срок службы ограничен.
Чем покрасить теплицу из металлических профильных труб определяется по состоянию поверхности. При нержавеющем металле – покраска не потребуется, при поверхности без следов ржавчины – достаточным будет трехслойное нанесение нитрокраски, если же поверхность ржавая – потребуется кислотная обработка и многослойное покрытие грунтом.
Двухскатная конструкция
Двухскатная теплица из профильной трубы своими руками является наиболее распространённым вариантом изготовления сооружения с жестким корпусом, предназначенного для продолжительной эксплуатации и пригодного для остекления или применения полимерного укрывного материала.
Основной составляющей любой тепличной постройки является профилированный металлический скелет, представляющий собой опорную конструкцию для закрепления покрытия, защищающего посевы от атмосферных воздействий. Каркас тепличной постройки при двухскатной крыше может быть изготовлен двумя способами:
- Выполнение надрезов в трех точках по длине профиля, выполнение сгиба под нужным углом и закрепление при помощи сварки.
- Сборка сегментов соединением отдельных стоек при помощи тройников и их взаимное скрепление при помощи болтовых соединений.
Чертеж тепличной постройки с размерами, приведенный ниже, наглядно демонстрирует конструктивные элементы, входящие в её состав и придающие необходимую жесткость законченному сооружению.
Представленная теплица из профильных квадратных труб имеет размер 6х4 метра и двухскатную форму крыши, вход смещен относительно центра, что подразумевает грядки разной ширины. В скате крыши оборудована форточка для проветривания и поддержания требуемого микроклимата.
Каркас тепличной постройки является основным несущим элементом и требует тщательного скрепления деталей конструкции между собой при помощи разъемных болтовых соединений или посредством сварки. Для рационального использования материала и минимизации отходов (обрезков), проектирование тепличной постройки должно предусматривать использование цельной плети металлопроката при условии соблюдения ширины и высоты сооружения.
Расчет теплицы из профильной трубы в этом случае сводится к определению высоты фронтона крыши [h], представляющего собой равнобедренный треугольник с основанием равным ширине сооружения [S]. Длина бедра треугольника при таком расчете определится как половина разницы длины металлопроката [L] и удвоенной высоты боковой стенки сооружения [H], с учетом высоты фундамента [h1]. Возвышение фундамента над уровнем земли уменьшает расчетную высоту боковой поверхности на величину равную своему удвоенному значению.
Калькулятор расчета тепличного сооружения в этом случае можно представить формулой:
Расчет каркаса проектируемого сооружения заключается в определении общей длины металлопроката, получаемой суммированием длины всех деталей.
Рассчитать профильную трубу на теплицу 3х4 приняв, что один сегмент изготавливается из цельной плети металлопроката, можно применив следующее соотношение:
Важно! Запас длины в 10% принят при восьми раскосах, по четыре на каждый торец. При большем количестве элементов жесткости потребуется увеличение коэффициента запаса.
Сварка каркаса
Сварка каркаса тепличного сооружения необходима для соединения деталей между собой и придания конструкции жесткости.
Схема надрезов по длине плети металлопроката и ее сгиба, представленные ниже, наглядно демонстрируют содержание операций по сборке основной детали, составляющей каркас тепличной постройки. Сварка производится по местам сгибов позволяя получить жесткий элемент каркаса.
Арочная конструкция
Изготовление тепличного сооружения при арочном своде включает в себя следующие мероприятия:
- Подготавливаются и крепятся к фундаменту продольные основания с направляющими для вертикальных дуг.
- Готовятся дуги арочного свода, для чего потребуется оцинкованная профильная труба для теплиц сечением 20х20. Прокат загибается на 90О вокруг бетонного кольца диаметром 3 м – данный способ является практическим решением получения дугового профиля, без специальных приспособлений.
- Производится крепление вертикальных дуг, для чего она вставляется и крепится в направляющей продольного основания.
- Соединение вертикальных дуг между собой производится при помощи продольных планок с направляющими, размер которых определяется тем, какой длины будет самодельная теплица из профильной трубы.
Ниже представлена схема тепличной постройки арочной формы с обозначением элементов конструкции при изготовлении полудуг, а не цельной сборочной единицы в виде арки. Такая схема изготовления требует большего числа продольных планок, что увеличивает металлоемкость и вес конструкции.
При больших габаритах арочного сооружения потребуется соединение деталей между собой при помощи сварки. Видеосюжет процесса монтажа подобной конструкции представлен ниже:
Как самому загнуть профильную трубу для теплицы
Ниже представлено видео, демонстрирующее как загнуть профильную трубу для теплицы при помощи самодельного трубогиба и отвечающее на вопрос — Как правильно согнуть профильную трубу для теплицы? Именно применение станочного оборудования позволяет добиться постепенного изменения формы цельного металлопроката и получить полноценный арочный свод без применения дополнительных стыков между элементами.
При отсутствии трубогибного станка или приспособления, алгоритм получения гнутой формы металлопроката, можно сформулировать следующим образом:
- Гнутье следует выполнять вокруг предмета цилиндрической формы с поперечным размером, соответствующим диаметру арочного свода, например, вокруг железобетонного кольца.
- Во избежание резкого сгиба следует заполнить внутреннюю полость песком и запечатать ее с обеих концов при помощи деревянной пробки.
- Во избежание смещения, металлопрокат следует закрепить в бетонном кольце посредине, а для получения равномерного профиля производить одновременное сгибание в обе стороны.
- Для лучшего сгибания поверхность материала может быть нагрета при помощи паяльной лампы.
Видеоматериал, демонстрирующий работу трубогибного станка, для получения гнутой формы металлопроката в условиях гаража можно увидеть ниже:
Оборудование для изготовления теплиц из профильной трубы, помимо рассмотренных выше трубогибных станков, может включать ручные приспособления для получения гнутья небольшой длины. Также для обработки металла в процессе изготовления потребуется следующий электроинструмент: болгарка или турбинка, сварочный трансформатор, дрель с регулируемой частотой вращения и шуроповерт, при отсутствии такой возможности.
Готовая теплица из профильной трубы
Теплицы из профильной трубы представленные на фото ниже наглядно демонстрируют чего можно добиться, если захотеть возвести тепличную постройку на приусадебном участке собственными руками.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.ЯЗЫК}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.ПРОДУКТЫ}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Плазменная резка профилей труб с ЧПУ — станки для снятия фасок и резки профилей промышленных сосудов для компаний в Оберне | Компьютеризированное оборудование для профилирования труб с кислородным топливом Watts-Mueller
Плазменная резка труб с ЧПУСтанки — Auburn
Watts-Mueller имеет более 1700 машин в работе каждый день в 72 странах — это демонстрирует надежность нашей продукции.Наши станки для трехмерной резки профилей производятся в США и предоставляют решения для автоматической резки труб, снятия фаски и сварки для самых жестких требований металлообрабатывающей промышленности — мы можем изготовить для вас станок в Оберне на заказ.
Ознакомьтесь с нашей полной линейкой продуктов ниже.
См. Нашу галерею машин.
Машины Ватт-Мюллера
1,758Watts-Mueller машины в эксплуатации
10Сервисные центры в 8 разных странах
24/7Служба поддержки клиентов готово к работе
15 Дистрибьюторы около
по всему миру
Наши станки для плазменной профилирования труб с ЧПУ спроектированы и изготовлены в США и Германии для самых сложных производственных проектов. по всему миру.
Диапазон промышленных машин Watts-Mueller, начиная с серии Eco , может работа с трубами с наружным диаметром от 2 до 36 дюймов до MO-HD Series машин, способных трубопровода до 160 дюймов OD.
Наши профильные станки обеспечивают превосходную резку труб, снятие фаски и стыков:
— прямые пропилы — седельные пропилы — косые стыки — вложенные разрезы.
Кроме того, наше программное обеспечение 3DPP обеспечивает эффективное размещение резки труб для множественные разрезы…и несколько труб. Запрограммируйте на мониторе и нажмите «Старт» кнопка.
Программное обеспечение 3D-Profile PlusWatts-Mueller 3D-Profile Plus [3DPP] CAM-модули связывают наши машины как с восходящими, так и с последующими рабочими процессами, значительно сокращая время производства, затраты на материалы и количество ошибок. Наши станки термической резки создают трехмерные контуры как часть интегрированной технологической цепочки, а не как отдельный элемент.
Подробнее о 3DPP
3DPP позволяет вашему станку для профилирования плазменных труб с ЧПУ проектировать, импортировать, размещать и обмениваться данными с большинством систем CAD.
Модуль раскроя 3DPP : после того, как все детали были смоделированы или, альтернативно, импортированы, с помощью одной команды 3DPP автоматически размещает детали на трубе. Этот алгоритм для такого оптимального раскроя может сэкономить до 10% затрат на материалы. Сегменты трубы, которые необходимо разрезать, затем отображаются на мониторе в 3D.
«Наши машины используются для многомиллионных проектов по всему миру, — сказал Дэвид Карр, директор по продажам и маркетингу Watts-Mueller.
Загрузить брошюру
Истории клиентов
Руководители компании обсуждают, как использование оборудования Watts-Mueller помогло им повысить эффективность, сократить трудозатраты и увеличить прибыль.
Посмотрите все истории наших клиентов.
Рубим порядка 50-80 судов в месяц…. то, что обычно занимало 10 часов со старой системой резки и шлифования вручную, можно сделать за один час.
Прочитать историю …
Джереми Уоттс
Директор по производственным системам
Мы разрезали более 2700 различных деталей с помощью нескольких разрезов — более 12 000 футов трубы … Наша машина Watts-Mueller очень выгодна.
Прочитать историю …
Эрик Робертсон
Руководитель производства труб
Мы перешли от двух парней, работающих целый день на резке труб … к резке два дня в неделю. Одна только экономия рабочей силы оправдала покупку нашей новой машины.
Прочитать историю …
Джон Ферруччи
VP, F + F Механический
Шестиосевой станок Watts-Mueller W-244 позволил нам не только расти, но и открыл новые возможности для бизнеса.
Прочитать историю …
Ник Портер
COO, Труба Портера
Станина станка Watts [W-244] и конвейеры с роликами … повышают нашу безопасность и сокращают трудозатраты на перемещение трубы.
Прочитать историю …
Тодд Баррелл
Начальник производства
Связаться с Watts-Mueller
Уоттс-Мюллер
2323 Люкс Пионер Восток.A
Puyallup, WA 98372 — США
Общие сведения о трубопроводной арматуре — типы трубопроводной арматуры, материалы и применения
Трубная арматура — это компоненты, используемые для соединения секций труб вместе с другими продуктами управления текучей средой, такими как клапаны и насосы, для создания трубопроводов. Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости.Существуют также другие формы трубопроводной арматуры, которые можно использовать для соединения труб для поручней и других архитектурных элементов, где обеспечение герметичного соединения не является обязательным. Фитинги могут быть сварными или резьбовыми, механически соединенными или химически склеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Типы фитингов: ассортимент фитингов, включая тройники и заглушки.Изображение предоставлено: Cegli / Shutterstock.com
Термины «труба», «труба» и «трубка» имеют некоторую несогласованность.Поэтому термин «трубопроводная арматура» иногда упоминается в контексте труб, а также труб. Несмотря на то, что по форме они похожи на трубные фитинги, трубные фитинги редко соединяются такими методами, как пайка. Некоторые методы перекрываются, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубок, их использование в трубных соединениях встречается реже. Достаточно сказать, что, хотя существуют общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же элементы.
В этой статье основное внимание будет уделено обсуждению типичных фитингов и способов соединения, связанных с жесткими трубами и трубопроводами, с ограниченным представлением фитингов, связанных с гибкими трубками, трубками или шлангами.
Чтобы узнать больше о разновидностях труб, обратитесь к нашему соответствующему руководству по трубам и трубопроводам.
Объяснение фитингов: материалы для фитингов и производственные процессы
Литой и ковкий чугун
Фитинги для чугунных труб подразделяются на гладкие и раструбные.Конструкции без хаблеста основаны на эластомерных муфтах, которые крепятся к внешнему диаметру трубы или фитинга с помощью зажимов, обычно ленточного зажима из нержавеющей стали, который сжимает эластомерный материал и образует уплотнение. Эти конструкции без ступиц или без ступиц иногда называют резиновыми трубными муфтами или резиновыми водопроводными муфтами и особенно популярны для перехода от одного материала к другому — например, от меди к чугуну. Фитинги с раструбом и втулкой, а иногда и с втулкой и втулкой, сегодня соединяются в основном с эластомерными прокладками, которые подходят внутрь раструба и позволяют вставлять гладкий конец трубы или фитинг.Более старые системы до 1950-х годов были заделаны с использованием комбинации расплавленного свинца и волокнистого материала, такого как дуб. Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, используемые в подземных применениях, могут подвергать трубу оседающим напряжениям, если труба не имеет надлежащей опоры.
Механические компрессионные фланцевые фитинги для железных труб часто используютсятам, где труба проходит над землей.
Изображение предоставлено: Promus / Shutterstock.ком
Несмотря на то, что доступны как трубная арматура из ковкого чугуна, так и трубная арматура из ковкого чугуна, улучшенные механические свойства и более низкая стоимость ковкого чугуна вызывают сдвиг в сторону более широкого использования этого материала.
Фитинги для стальных (так называемых «черных труб») и оцинкованных труб, которые используются в жилых и коммерческих сантехнических работах, обычно отливаются и называются «фитинги из ковкого чугуна». Они могут быть оцинкованы. Хотя в стандартах указаны резьбовые фитинги до довольно больших размеров. диаметры, они обычно не используются сегодня, так как нарезание резьбы на трубе большого диаметра считается излишне сложной.
Сталь и стальные сплавы
Стальные трубные фитинги часто экструдируются или вытягиваются через оправку из сварных или бесшовных труб. В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают методом стыковой сварки или стыковой сварки. Фитинги для сварки внахлест, как правило, кованые, предназначены только для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны с номинальными давлениями классов 3000, 6000 и 9000, соответствующими Приложению 40, 80 и 160. трубка.Фитинги с раструбом привариваются угловыми сварными швами, что делает их слабее, чем фитинги, приваренные встык, но все же предпочтительнее резьбовых фитингов для сложных работ. Необходимость в расширительном зазоре в фитинге исключает их использование в пищевых продуктах высокого давления.
Фитинги и отрезки труб, соединенные стыковыми швами, требуют подготовки торцов для обеспечения целостности окончательных сварных соединений.
Изображение предоставлено: mady70 / Shutterstock.com
Также используются фланцы, при этом фланцевые участки трубы соединяются болтами.Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. Д. Большинство трубопроводного оборудования, такого как насосы и компрессоры, также соединяются с помощью фланцев по той же причине.
Фланцевые фитинги доступны в нескольких стилях, рассчитанных на давление и температуру. Эти стили включают внахлестку, сварную шейку, сварку муфтой, кольцевое соединение, резьбовое соединение и накладку. Фланец с резьбой подходит только для работы с низким и средним давлением. Другие различные приварные фланцы позволяют использовать более высокое давление.Притертые фланцы часто используются там, где будут частые отсоединения, поскольку фланец может свободно вращаться, что упрощает центровку отверстий под болты. Особым случаем является так называемый глухой фланец, который используется для уплотнения конца трубопровода, но позволяет позже подключиться к другой трубе или части оборудования.
Фланцымогут включать несколько различных методов уплотнения прилегающих поверхностей, включая уплотнительные кольца, уплотнительные кольца и прокладки. Уплотнительные кольца обеспечивают особенно плотное соединение и при таком же напряжении болта, прилагаемом к плоской прокладке, могут выдерживать более высокое давление.
В первую очередь, фланцы труб регулируются тремя стандартами. ASME 16.5 определяет фланец ANSI, наиболее часто используемый фланец. ASME B16.47 охватывает две серии, A и B, которые относятся к приложениям большого диаметра. Фланцы серии A тяжелее и толще, чем серия B, при том же давлении и размере. Фланцы серии B обычно выбираются для ремонтных работ. ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в питьевой воде при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а отражает историческую практику.Размеры этих фланцев соответствуют ASME B16.1, стандарту для фланцевых соединений и фланцевых соединений для чугунных труб классов 25, 125 и 250.
Фланцы с приварной шейкой привариваются встык к концам трубы, подготовленной аналогичным образом, для получения фланцевых концов с эквивалентной целостностью сварной трубы.
Изображение предоставлено: Golf_chalermchai / Shutterstock.com
Фитинги из нержавеющей стали могут использоваться для санитарных применений, таких как пищевая и молочная промышленность, и обычно снабжены быстросъемными зажимами, позволяющими демонтировать линию для внутренней очистки.Фланцы для этих зажимных систем доступны в виде приварных элементов или, во многих случаях, в виде тройников, тройников и т. Д., Причем фланец является неотъемлемой частью фитинга.
Секции металлических труб также могут быть соединены и построены в виде трубопроводов с использованием трубных муфт и других стандартных резьбовых фитингов для труб, таких как металлические заглушки для труб или отводы на 180 градусов.
Цветные металлы
Алюминиевые фитинги обычно литые. Они доступны во всех формах или формах, что и стальная арматура.Доступны алюминиевые резьбовые фитинги, такие как колпачки или ниппели, а также фитинги, которые отличаются сочетанием типов резьбовых и стыковых соединений. Также существуют варианты сварки внахлест. Сварка алюминиевых фитингов обычно требует процесса MIG или TIG.
Алюминиевая труба также является популярным выбором для изготовления поручней, и доступен целый ряд фитингов для строительных конструкций, как свариваемых, так и надвижных / зажимных.
Доступны красные латунные фитинги, такие как латунные трубные ниппели, соответствующие диаметру трубы, и они часто собираются пайкой или пайкой.
Бетон
Фитинги для бетонных труб доступны в различных стилях, подходящих для их применения в крупных гражданских проектах, таких как управление ливневыми водами. Помимо типичных соединений звездой, специализированная фурнитура включает порталы для служебных отверстий и хранилища различных стилей. Типичные соединения используют концы с буртиком на фитингах, которые соприкасаются с аналогами на приемных трубах. Резиновая прокладка обеспечивает герметичное соединение.
Пластмассы
Пластиковые трубные фитинги доступны как для сварки враструб (иногда называемой сваркой растворителем), так и для резьбовых соединений, причем первая является наиболее распространенной.Фитинги для сварки внахлест предназначены для химической сварки, что делает установку быстрой и простой. Пластиковые трубы обычно устанавливаются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстродействующий. Муфты обычно используются для соединения и соединения прямых отрезков труб вместе.
Фитингидоступны в стандартных формах и стилях, а также в диапазонах размеров материала, обычного для пластиковых труб, включая ПВХ, ХПВХ, ПЭ, ПЭХ, ПП и АБС.
Обычные фитинги для труб из ПВХ включают в себя переходники, колена, заглушки, тройники, тройники, муфты, штуцеры и крестовины, и это лишь некоторые из них. Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профиля, например, квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубами из ПВХ, предназначенными для использования в конструкциях, таких как заборы, перила или мебельные конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями.Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, одним из примеров которых являются оцинкованные трубные перила.
Другие фитинги из ПВХ включают конструкции вставок с зазубринами, которые предназначены для использования с трубками, запрессовываются в трубки и фиксируются ленточными зажимами.
ФитингиCPCV, а также фитинги из ABS (акрилонитрил-бутадиен-стирол) также обычно соединяются с фитингами, сваренными с помощью сварки растворителем. Также широко доступны подходящие переходники для смены типов материалов, например, с ХПВХ на латунь.
В некоторых случаях, когда используются пластиковые трубы, например, в водопроводе для слива раковин, некоторые приспособления для труб, такие как p-образные сифоны, могут быть соединены резьбовым соединением с использованием нейлоновых шайб и стопорной или стопорной гайки. Эта функция облегчает разборку и устранение засоров.
Фитинги для полиэтиленовых труб и фитинги для полипропиленовых труб обычно доступны как с резьбовыми, так и с зазубренными соединениями, а также доступны варианты со сваркой муфтой или с плавлением. Точно так же фитинги PDVF также производятся с раструбными или резьбовыми соединениями.
Если требуется воздухонепроницаемое или водонепроницаемое уплотнение, можно использовать фитинги для нейлоновых труб, которые можно использовать с нейлоновой трубкой или трубкой, а также с другими типами пластиковых или металлических труб.
Стекло
В некоторых специализированных технологических установках промышленных жидкостей используются стеклянные трубы и фитинги. Боросиликатное стекло предлагает несколько ключевых преимуществ по сравнению с альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
В лабораторных условиях также могут часто использоваться стеклянные трубки и стеклянные профильные фитинги.
Стеклянную трубу не следует путать с трубами, в которых используется стеклянная футеровка, которую правильнее было бы определить как трубу, облицованную стеклом.
Глина керамическая
Фитинги для труб из стеклокерамики доступны в типовых конфигурациях, необходимых для канализационных сетей. Как и чугун, для этих фитингов обычным способом соединения является раструб и втулка с уплотнительным кольцом или прокладкой, используемыми для герметизации соединения.
Типы трубопроводной арматуры: области применения и отрасли промышленности
Выноски
Резьбовые соединения соответствуют стандартизированному формату на чертежах. Номинальный размер указан перед описанием. Когда два или более конца фитинга имеют разные размеры, размер участка предшествует размеру ответвлений, или для уменьшения фитингов наибольший размер предшествует наименьшему. Таким образом, уличная футболка 1 x 1 x 3/4; колено 1 x 1x 3/4 под углом 45 ° по оси Y; крест размером 1 x 3/4 x 1/2 x 1/4; и так далее.Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, как указано в ANSI.
Типы резьбы
В большинстве трубопроводов используются резьбовые фитинги, соединения которых обычно характеризуются одной из следующих систем:
- Трубная резьба по национальному стандарту США (NPT)
- Британский стандарт трубной резьбы (BSPT)
Основное различие между ними — угол конуса. В системе NPT используется угол конуса резьбы 60 градусов, в то время как фитинги с британской стандартной трубной резьбой (BPST) используют немного меньший угол конуса, равный 55 градусам.Помимо конических резьбовых фитингов, в этих системах также предусмотрены фитинги с прямой трубной резьбой, которые не используют конус для уплотнения от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но есть несколько вариантов левой (LH) резьбы.
Также доступны фитинги с метрической резьбой, определяемые по номинальному внешнему диаметру и шагу резьбы.Таким образом, трубный ниппель с метрической резьбой M12 x 1,5 будет иметь внешний диаметр 12 миллиметров и шаг резьбы 1,5 витка на миллиметр.
Винтовые фитинги обычно имеют внутреннюю резьбу. Исключением является уличный фитинг, который в случае простого колена имеет одну внешнюю резьбу и одну внутреннюю резьбу. Трубы легко заправляются в полевых условиях. Соединению труб с резьбой и фитингов может помочь тефлоновая лента или трубный компаунд. При нанесении состава рекомендуется наносить его только на внешнюю резьбу, чтобы избежать попадания каких-либо примесей в трубопровод во время сборки стыка.
Типичный рендеринг 3D-конвейера.Изображение предоставлено: cherezoff / Shutterstock.com
Компоновки трубопроводов обычно представляют собой однолинейные или двухстрочные чертежи, в зависимости от сложности установки. Там, где зазоры малы, и для многих заводских трубопроводов используется двухлинейный чертеж, который показывает размер трубы в масштабе. Для более простых установок достаточно чертежа в одну линию с символическим обозначением арматуры, клапанов и т. Д. Чертежи трубопроводов иногда показаны как «развернутые», что предполагает, что вертикальные трубы повернуты в горизонтальной плоскости, или наоборот, чтобы вся система трубопроводов отображалась в одной плоскости.
Велдолеты
Эти небольшие свариваемые ответвления укрепляют трубу в том месте, где сделано отверстие, устраняя необходимость в добавлении арматуры. Различные формы этих фитингов доступны под разными торговыми марками, включая типы стыковой и раструбной сварки, варианты резьбового соединения, а также некоторые специальные конструкции, которые позволяют соединения на коленах и т. Д.
Сварочный процесс
Концы и фланцы труб подготовлены к стыковой сварке в соответствии с толщиной стенки трубы. Для стен толщиной 3/4 дюйма или меньше стены скошены под углом 70 ° и между ними остается зазор 3/16 дюйма.Сварщик выполняет корневой проход, заполняющий проход (или проходы) и закрывающий проход, часто меняя присадочный материал между проходами. Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стене отшлифован небольшой рельефный уголок, служащий местом для подкладного кольца. Для труб с более тонкими стенками обычно используются сварные муфты. Процедуры сварки изложены инженером в Спецификациях процедуры сварки, и сварщик, выполняющий сварку, будет сертифицирован для конкретного процесса.Иногда перед сваркой трубы необходимо предварительно нагреть, а после — подвергнуть термообработке для снятия теплового напряжения.
Накидной фланец приваривается спереди (показано) и сзади.Навертные фланцы иногда усиливают аналогичным передним сварным швом.
Изображение предоставлено: 22 августа / Shutterstock.com
Необходимость надлежащей подготовки концов труб и необходимость тщательной подгонки перед соединением фитингов, сваренных встык, делают использование фитингов, сваренных с раструбом, привлекательным. Для фитингов, сваренных муфтой, скоса не требуется, а сама муфта служит для выравнивания трубы.Единственное особое требование состоит в том, что труба должна немного выходить из фитинга, чтобы учесть расширение во время сварки.
Предварительное изготовление участков трубопровода, называемых «катушками», часто выполняется в помещении, где к процессу изготовления можно применить автоматизацию. Соединения труб можно наматывать на тихоходных токарных станках, чтобы довести работу до сварщика. Можно использовать роботов-сварщиков. Такие методы, как сварка под флюсом, могут применяться для повышения производительности.
В качестве альтернативы традиционным сварным системам трубопроводов предлагаются несварные фитинги или сварные соединители для труб.Используя комбинацию обжимных механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочных операций, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости.
Пластиковая труба и, в частности, труба из ПНД могут быть соединены термической сваркой, иногда называемой электромуфтовой сваркой. Трубы могут быть сварными встык или раструб. Это довольно распространенная практика для трубопроводов большого диаметра из ПНД.Для выполнения этих сварных швов доступен ряд специализированного оборудования.
Сварочный аппарат для термического соединения участков труб из ПНД.Изображение предоставлено: Ютана artkla / Shutterstock.com
Как правило, при применении пластиковых труб и трубопроводных фитингов необходимо учитывать снижение номинального давления в зависимости от размера трубы или фитинга и рабочей температуры. Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов F.И для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.
Формы и фасоны фитингов
Название большинства подходящих форм говорит само за себя. К общедоступным относятся:
- колпачки
- заглушки
- ниппели
- отвод
- тройники
- шайба
- крестовины
- штуцеры
- втулки
- редукторы
- переходники
Заглушки или заглушки можно использовать для герметизации концов трубы.Некоторые формы заглушек высокого давления используются для временной герметизации концов труб с целью облегчения испытаний под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.
Трубная заглушка с механической обработкой для испытания трубопроводов давлением
Изображение предоставлено: Mechanical Research & Design, Inc.
Отводы можно приобрести с изгибами 22-1 / 2 °, 45 ° и 90 °. Обратные отводы используются для перемещения жидкости через полное изменение направления на 180 °.Трубы с небольшой резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «улица» и «обслуживание», описывают фурнитуру с наружной резьбой. Муфты используются для соединения трубы с резьбой без необходимости поворачивать какую-либо трубу. Адаптеры позволяют системе переключаться между материалами, например, между пластиковой и металлической трубой.
Отводы труб производятся в соответствии со спецификациями и обычно называются кратными диаметрам трубы. Например, 5D-изгиб 10-дюймовой трубы будет иметь радиус изгиба в пять раз больше диаметра.Также указывается угол изгиба.
Фитинги для дождевателей
В системах пожаротушения и спринклерах могут использоваться трубы нескольких видов, чаще всего стальные (черная труба или оцинкованная труба), медные трубы или пластиковые трубы (ХПВХ и полибутилен разрешены NFPA).
В случае стальных труб, фитинги могут иметь резьбу, сварку или использовать концевые трубы и соединители с обрезанными или накатанными канавками, в которых для соединения труб используются системы с кольцом и кулачком. Соединители устанавливаются быстро и легко и исключают стоимость и сложность других методов, таких как сварка.В результате эти системы с кольцом и кулачком, по-видимому, довольно распространены в этой отрасли.
Соединения с прорезанными канавками обычно допускаются спецификацией для труб из списка 40 или выше, где более высокие номера в спецификации указывают на увеличенную толщину стенки трубы. Типы соединения труб с катаной канавкой допустимы при любой толщине стенки.
Медные трубки, используемые в спринклерных системах, обычно паяны, но NFPA 13 допускает ограниченное использование паяных соединений для применений, которые характеризуются низким риском опасности и малой загруженностью.
Пластиковая труба может использоваться в некоторых системах пожаротушения и спринклерных систем в соответствии с NFPA 13. Для ХПВХ соединение стандартных фитингов под сварку муфтой с помощью растворителя является обычным методом соединения трубных фитингов из ХПВХ со спринклерной трубой. В небольших жилых помещениях также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо проявлять дополнительную осторожность, чтобы обеспечить адекватную поддержку системы и защитить трубы и фитинги от прямого воздействия огня.
Co nsiderations / AttributesПадение давления на изгибах и фитингах может быть значительным или незначительным в зависимости от длины системы. Для длительных периодов это обычно считается «незначительными потерями». Для систем с минимальным количеством прямых участков эти капли играют важную роль. Инженеры-трубопроводчики часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, по которой можно оценить ожидаемое падение системы.Такую информацию можно найти в технических справочниках или у самих производителей.
Дополнительные ресурсыПомимо организаций, спонсирующих коды для труб и трубопроводов, такие как ASTM, ANSI и ASME, следующие торговые организации могут предоставить полезную информацию о различных специальных трубах, производстве трубопроводов и т. Д.
СводкаЭто руководство дает общее представление о трубопроводной арматуре, ее материалах, производстве, конкретных типах, областях применения и особенностях использования.Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
Сокращения- ABS — Акрилонитрилбутадиенстирол
- AWS — Американское сварочное общество
- DWV — слив, отходы и вентиляция
- MEP — механическое, электрическое и водопроводное оборудование
- NPT — трубная коническая резьба национального стандарта
- NPS — прямая трубная резьба National; также, номинальный размер трубы
- PCCP — предварительно напряженная бетонная цилиндрическая труба
- PE — полиэтилен (PEX, сшитый)
- P&ID — Схема трубопроводов и КИП
- PP — полипропилен
- ПВХ — поливинилхлорид
- SDR — стандартное соотношение размеров
- WPS — Спецификация процедуры сварки
Источники:
- https: // www.plantservices.com/articles/2010/04mechanicalpipejoints/?start=2
- https://www.who.int
- https://info.myssp.com/blog/frequent-asked-questions-about-fittings
Трубы прочие изделия
Больше из Hardware
Обнаружение модулей Cobalt Strike по умолчанию с помощью анализа именованных труб
В последние годы фреймворк Cobalt Strike приобрел значительную популярность как среди красных команд, так и среди злоумышленников. Его функциональность, гибкость и стабильность делают его современным, когда речь идет о коммерчески доступных фреймворках Command & Control.
Значительные усилия были приложены для создания надежных сигнатур для Cobalt Strike и его имплантата Beacon. Цель этой публикации — изучить некоторые ранее неизвестные индикаторы взлома (IoC). В этом посте не будут рассматриваться подписи для конфигурации Cobalt Strike по умолчанию — другие статьи предлагают более подробный анализ этого. Вместо этого мы сосредоточим наше внимание на некоторых встроенных модулях, которые обеспечивают возможность постэксплуатации Cobalt Strike, таких как кейлоггер, Mimikatz и модули скриншотов.
Следует отметить, что IoC / поведение было поднято автором Cobalt Strike и впоследствии предоставлено операторам в качестве настраиваемой настройки в гибком профиле 4.2.
Надеемся, что этот пост поможет как защитникам укрепить свои способности обнаружения, так и заставит красных тиммеров использовать более сложные и индивидуальные методы.
Cobalt Strike, как известно, использует особый шаблон, известный как «Fork-n-Run», при выполнении некоторых своих команд.Шаблон «Fork-n-Run» включает порождение нового процесса (также называемого жертвенным процессом) и добавление в него возможностей. Этот шаблон предлагает ряд преимуществ, одним из которых является возможность выполнять длительные задачи, в том числе «кейлоггер», являющийся ярким примером, без блокировки основного потока Beacon. Часто эти возможности реализованы в виде рефлексивных библиотек DLL.
Последние версии платформы предоставили операторам большую гибкость в том, как настраивать процесс внедрения возможностей.Однако некоторые общие аспекты не сильно изменились, и именно на этом мы и собираемся сосредоточиться.
В частности, неизменной характеристикой была возможность извлекать выходные данные введенного модуля. Модуль «кейлоггер», например, может отправлять нажатые клавиши обратно в основной процесс маяка. Но поскольку модуль «кейлоггер» полностью безфайловый, как происходит связь с основным процессом маяка?
Ответ: трубы!
Каналы — это разделяемая память, используемая процессами для взаимодействия друг с другом.По сути, существует два типа каналов: именованные и безымянные.
- Именованные каналы, как следует из названия, имеют имя, и к ним можно получить доступ, указав его.
- Каналы без имени, дескрипторы которых необходимо передать другому взаимодействующему процессу для обмена данными. Это можно сделать несколькими способами.
Cobalt Strike использует как именованные, так и безымянные каналы для обмена данными между маяком и его жертвенными процессами.
Именованные каналы
F-Secure обнаружила, что при использовании некоторых модулей Cobalt Strike, которые вводили отражающую DLL в жертвенный процесс, именованный канал создавался с предсказуемым шаблоном.
Обратите внимание, что эти именованные каналы не являются именованными каналами SMB, используемыми для бокового перемещения, которое можно настроить с помощью гибких профилей. До версии 4.2 имя этого именованного канала не могло быть изменено операторами.
В частности, было замечено, что после запуска «задания» маяк создает именованный канал; имя канала состояло только из шестнадцатеричных символов, а его длина оказалась равной длине имени модуля (например, 10 символов для модуля скриншота).Некоторые из модулей, которые, как было обнаружено, имели такое поведение:
- Keylogger
- Скриншот
- Mimikatz (dcsync, dpapi, logonpasswords)
- Powerpick
- Нетто (netview)
На снимке экрана ниже показан пример события Sysmon с идентификаторами 17 и 18 (канал создан и открыт, соответственно) после выполнения команды keylogger:
Было проведено ограниченное количество экспериментов, но никаких других законных было обнаружено приложение для создания именованных каналов с тем же соглашением об именах.Мы будем использовать эту информацию позже, чтобы создать поиск Splunk, который использует Sysmon и правило Yara для сканирования памяти процессов.
Анонимные каналы
Не каждая команда Cobalt Strike создает именованный канал, некоторые из них будут использовать анонимные (безымянные) каналы для достижения того же результата. На изображении ниже показан экземпляр канала, созданного после выполнения команды «execute-assembly»:
Мы можем подтвердить это, отладив жертвенный процесс, порожденный после запуска длительной сборки:
Была установлена точка останова в функции «ntdll! NtWriteFile», и, как можно видеть, дескриптор, в который жертвенный процесс пытался записать, был связан с безымянным файлом, принадлежащим файловой системе конвейера (Npfs):
Как мы Как видите, обнаружение таких команд, как «execute-assembly», не так тривиально, как в приведенных выше примерах.Есть ли что-нибудь, что мы можем сделать, используя трубы?
Теоретически мы могли бы базовые процессы, использующие анонимные каналы. Интересный результат заключается в том, что собственные процессы Windows не так часто используют анонимные каналы. Таким образом, мы могли искать процессы Windows, которые подключаются к анонимному каналу, и исследовать оттуда.
Мы упоминаем «процессы Windows», потому что чаще всего злоумышленники используют собственные двоичные файлы Windows в качестве жертвенных процессов в своих гибких профилях. Примерами таких файлов являются двоичные файлы, перечисленные в репозитории C2Concealer, проект, используемый для создания рандомизированных гибких профилей.Мы можем видеть исполняемые файлы из конфигурации C2Concealer по умолчанию ниже:
''
############################### ################
Набор данных, содержащий данные блока post_ex, включая
порождаемых процессов.
##########################################################################
'' '
# НАСТРОЙТЕ ЭТО СПИСОК #
spawn_processes = [' runonce.exe ',' svchost.exe ',' regsvr32.exe ',' WUAUCLT.exe ']
Как можно видеть, приведенное выше- указанные процессы используются для постэксплуатационных работ.Ни один из них обычно не использует анонимные каналы для связи с разными процессами; следовательно, можно было бы использовать это для выполнения поиска и, в конечном итоге, для создания правил обнаружения.
В ходе экспериментов было обнаружено, что следующие двоичные файлы Windows используют анонимные каналы для межпроцессного взаимодействия:
- wsmprovhost.exe
- ngen.exe
- splunk.exe
- splunkd.exe
- firefox.exe
То же самое применимо к настраиваемым отражающим DLL, которые выполняются через API dllspawn Cobalt Strike, поскольку основной механизм взаимодействия такой же.Примером может служить репозиторий Ps-Tools от Outflank. Ps-Tools — это набор rDLL, полностью совместимый с Cobalt Strike, который позволяет операторам отслеживать активность процесса. Давайте выполним модуль «psw», используемый для перечисления активных окон, как показано ниже:
Выполняя этот модуль, мы можем определить то же поведение анонимного канала, которое мы видели раньше:
Обнаружение аномального имени трубы можно получить разными способами. В качестве доказательства концепции мы разработали подпись Yara, которую можно использовать для сканирования памяти процесса и поиска живых экземпляров, а также поиск Splunk, который можно использовать вместе с Sysmon.
Правило Yara показано ниже:
rule cs_job_pipe
{
meta:
description = "Обнаруживает именованные каналы после эксплуатации CobaltStrike"
author = "Riccardo Ancarani & Jon Cave"
date = "2020-10-04"
строк:
$ pipe = /\\\\\.\\pipe\\[0-9a-f visible{7,10}/ полное слово в формате ascii
$ guidPipe = / \\\\\. \\ pipe \ \ [0-9a-f] {8} \ - / ascii wide
condition:
$ pipe and not ($ guidPipe)
}
Пример выполнения жертвенного процесса:
. \\\\ [a-f0-9] {7,10} $"
Что касается использования анонимных каналов для автоматического обнаружения, этот подход может быть более подвержен ложным срабатываниям.Однако его можно использовать вместе с другими IOC для достижения лучших результатов.
Пример поиска Splunk, который можно использовать для получения процессов, создавших анонимный канал, отсортированных по наименьшей частоте:
index = "YOUR_INDEX" source = "XmlWinEventLog: Microsoft-Windows-Sysmon / Operational" EventCode = 17 PipeName = "& lt; Анонимный канал & gt;" | Редкий предел = 20 Изображение
С точки зрения красной команды, Cobalt Strike версии 4.2 дает операторам возможность изменять вышеупомянутое соглашение об именах именованных каналов.Фактически, можно было бы настроить параметр «pipename» в блоке «post-ex» с именем, которое в идеале будет сливаться с каналами, используемыми в среде.
Пример блока «post-ex» показан ниже:
post-ex {
set spawnto_x86 "% windir% \\ syswow64 \\ dllhost.exe";
set spawnto_x64 "% windir% \\ sysnative \\ dllhost.exe"; set obfuscate "true";
установить smartinject "true";
установить amsi_disable "истина";
установить pipename "pipe \\ CtxSharefilepipe ###,";
}
Кроме того, выбор двоичных файлов, которые законно используют анонимные каналы в параметрах «spawnto_x86» и «spawnto_x64», снизит вероятность обнаружения.
Официальный справочник по гибким командам и пример профиля jQuery от ThreatExpress — отличные ресурсы для получения дополнительных сведений о параметрах гибкого профиля Cobal Strike.
В этом посте показаны две разные стратегии для определения использования Cobalt Strike в конечной точке: мы начали с анализа аномальных именованных каналов, связанных с модулями по умолчанию, а затем переключили наше внимание на более статистический подход для выявления еще более сложных атак.
Для злоумышленников мы подчеркнули важность отказа от настроек и модулей по умолчанию.В то время как для защитников мы надеемся, что мы дали несколько практических советов о том, как обнаружить этот конкретный инструмент и, в более общем плане, отслеживать аномалии труб с помощью таких инструментов, как Sysmon.
Реконструкция профилей стенок сварных труб по рентгеновским проекциям
Реконструкция профилей стенок сварных труб по рентгеновским проекциям| · В начало · Содержание · Компьютерная обработка и моделирование | Реконструкция профилей стенок сварных труб из X -лучевые проекцииВ.Лунин, Д. ПодобедовМосковский энергетический институт (ТУ), Россия У. Эверт, Б. Редмер Федеральный институт исследований и испытаний материалов (БАМ), Берлин, Германия Контакты |
Реферат
В данной статье представлен итерационный алгоритм инверсии рентгеновских сигналов. Цель этого работа заключается в оценке параметров, характеризующих толщину стенки трубы, на основании информации содержащиеся в измеренных рентгеновских проекциях.Подход использует упрощенный код для моделирования физический процесс взаимодействия материала с излучением и модифицированный многоступенчатый симплекс метод минимизации. Параметры форвардной модели обновляются с помощью итеративного схема, которая минимизирует сумму квадратов ошибок между измеренным и модельным предсказанные сигналы. Функция ошибки сводится к минимуму за счет обновления параметров профиля стенки трубы. Модифицированный метод симплексной минимизации используется для достижения минимума в многомерной пространство поиска.Результаты моделирования, полученные с использованием реальной тестовой геометрии, демонстрируют эффективность подхода.
Высокая степень автоматизации позволяет применять стационарные радиологические испытания для профилактические осмотры. Такие автоматизированные системы могут успешно использоваться для стационарных контроль сварных швов труб на промышленных предприятиях. Этот мобильный осмотр до и в процессе эксплуатации труб — растущая область применения таких механизированных рентгеновских систем с комплексным численный анализ изображений, включая автоматизированную схему обнаружения трещин.
Разработана мобильная цифровая рентгенографическая система, испытанная для полевых проверок на БАМе. (Берлин, Германия) [1]. Оборудование состоит из высокочувствительной линейной фотодиодной камеры, световой манипулятор и рентгеновская трубка 225 кВ (рис. 1). Эта система предназначена для сканирования кольцевые сварные швы труб с шириной сканирования до 100 мм в осевом направлении. Пиксель разрешение составляет 50 мкм при 2048 пикселей в строке. Камера и трубка поддерживаются на 180 o друг от друга. и вместе вращайтесь вокруг трубы, чтобы получать изображения построчно.Рентгеновская трубка смещена в направление к оси трубы пошагово (две — четыреста позиций по линии 250 мм). В в отличие от рентгеновской трубки линейная камера не смещена. Техника строчной развертки дает некоторые преимущества, в первую очередь направление излучения соответствует центральной проекции техника, которая всегда использует только радиальное проникновение. Таким образом, радиально ориентированные трещины могут быть обнаруженным с максимально доступным контрастом. Щелевой коллиматор линейной камеры значительно снижает рассеянное излучение на получаемых изображениях.
| Рис.1: Компьютеризированная рентгенографическая система с источником рентгеновского излучения, линейной камерой и манипулятором | |
Механизм этой системы позволяет регулировать направление излучения для контроля приварите трубу с боковой стенкой с высокой чувствительностью (Рисунок 2). Сканирование сварного шва под разными углами обеспечивает несколько проекций, что повышает вероятность обнаружения ламинарных дефектов такие как трещины и отсутствие плавления.Оценка глубины и формы таких ламинарных трещин. стало возможным.
| Рис. 2: Схема формирования рентгеновского изображения сварных профилей стенок трубы |
Восстановление параметров трещин в сварных швах по рентгеновским проекциям связано с некоторые функции, которые могут повредить окончательные изображения. Во-первых, появление трещины в сварном шве часто скрытые изображениями других дефектов, таких как поднутрения, несварка и т. д.Во-вторых, это Можно заметить, что рентгенографические изображения также имеют сочетание трех нежелательных особенностей: фоновые тренды, геометрические структуры и шум [2]. Все эти особенности изображения обладают характеристики аналогичны характеристикам трещины и затрудняют автоматическое обнаружение трещин Рис. 1. Компьютеризированная рентгенографическая система с источником рентгеновского излучения, линейной камерой и манипулятором. Рис. 2. Схема формирования рентгеновского изображения сварных профилей стенки трубы. процедуры, позволяющие различать трещины и другие особенности произвольного изображения.Поэтому мы предлагаем уменьшить влияние этих нежелательных свойств изображения в таким образом, чтобы иметь место точное и надежное распознавание признаков.
Таким образом, для точного анализа рентгеновских изображений трубных конструкций при сварке с трещиной часто бывает необходимо для характеристики профилей двух стенок труб. Ясно, что традиционный анализ изображений затруднен из-за некоторых характеристик работы рентгенографического оборудования, индивидуальной геометрии конструкции труб и различий в поглощении в материалы.Улучшение этой оценки профиля может быть достигнуто за счет лучшего знания каждого элемента системы сбора данных и моделирования взаимодействия между рентгеновскими лучами и обследованные конструкции.
Операции рентгенографии, смещения рентгеновской трубки, оцифровки и калибровки позволяют получение однонаправленного изображения исследуемой конструкции. Мы построили математический модель этой функции с учетом всех этих шагов в системе сбора данных по линии.Учитывая конструкцию измерительной системы, численная модель рентгеновского разработан процесс проецирования, в котором описывается взаимодействие рентгеновского луча и материала. как упрощенный транспортный процесс [3].
Наш подход состоит в том, чтобы многократно решать прямую задачу с повторным вводом модели до тех пор, пока решение согласуется с экспериментальными данными. Инициализируем задачу определением модель с идеальными параметрами профиля для внутренней и внешней поверхностей верхней и нижней стенок трубы.Этот исходный профиль получается из известного диаметра трубы и толщины стенки. Тогда мы рассчитать рентгеновские проекции, используя подходящую модель для проникновения в стену, радиация. Вариация профилей рассчитывается при минимизации среднеквадратичного значения. измеренных и рассчитанных проекций. Этот итерационный процесс обеспечивает в основном поверхностные профили стенок трубы.
Ядро числового процесса определяется двумя ключевыми процедурами.Те используют вычислительно эффективная модель для решения прямой задачи и использование надежной алгоритм оптимизации обновления модели. Случайная итерация модели может легко вызвать решение сходиться к относительному минимуму. Предположить сходимость к глобальному минимум, мы использовали технику модификации для алгоритма симплексной минимизации.
- генерировать K начальных точек x 1 , x 2 , …. x k , которые удовлетворяют всем ограничениям;
- найти точку x h с наибольшим (самым высоким) значением функции и сформировать центр x 0 другие баллы K-1;
- отразить x h около x 0 чтобы сформировать x r , то есть x r = x 0 + a * (x 0 — x h ), где a — скаляр коэффициент отражения;
- если x h не находится в допустимой области, то измените его, чтобы он соответствовал границе условия или договор x r на полпути к x 0 .Повторяйте этот шаг до тех пор, пока не будет достигнута допустимая точка. полученный;
- , если возможно x r , сравните F (x r ) с наихудшим значением функции F (x h ). Если F (x r )> F (x h ), переместите x r наполовину к x 0 и затем повторите предыдущий шаг; если F (x r ) h), то заменить x h на x r и переупорядочить точки в соответствии с их функциональными значениями;
- проверить сходимость в соответствии со стандартным отклонением значений функции K или максимальное расстояние между точками; если критерий сходимости не соблюден, повторите процесс очередной раз; если встретились — остановите процесс.
При поиске минимума целевой функции методы нулевого порядка требуют только
функциональные ценности в их эксплуатации.Наиболее значительным преимуществом является то, что эти методы
просто сформулировать и легко реализовать. Это особенно актуально, когда это сложно (время
потребления) для вычисления первой или второй производной целевой функции.
Основная процедура симплекс-метода, выбранного для нашего случая минимизации, состоит из шагов
[4]:
Симплексный метод — это простой и очень быстрый метод поиска, который можно применять к широкий спектр задач ограниченной минимизации. Эта обычная симплексная минимизация алгоритм уменьшает целевую функцию на каждой итерации. Следовательно, он может сходиться только к локальному минимуму, ближайшему к выбранной начальной точке. Это означает, что если функция выпуклая, этот локальный минимум соответствует глобальному минимуму. Напротив В этом случае функция может показывать многочисленные локальные минимумы очень далеко от глобального минимума.Некоторый Первые численные эксперименты с решением нашей задачи показали, что целевая функция может иметь несколько локальных минимумов.
Чтобы избежать этой трудности, необходимо использовать модификацию этого алгоритма, которая разрешает время от времени пересекать «проходы» целевой функции и опускается к минимуму лучшего качества.
Для этого мы произвольно определяем несколько (от восьми до двенадцати) испытаний, чтобы найти минимум соответствующих к разным начальным стартовым точкам (параметрам профиля).Алгоритм сходится к локальному минимум, каждый раз разного качества. Затем выбирается лучший результат (то есть близкий к глобальный минимум) и поиск продолжается. Иногда схождение в конец обработки. Для решения проблемы его завершают несколькими итерациями градиентный метод. Этот алгоритм был помещен в код, и он имеет неплохую надежность.
Предложенный метод был применен как к модельным, так и к экспериментально полученным данным.В Программное обеспечение было сначала проверено на образце ступенчатого клина, содержащего десять ступеней по 1 мм (рис. 3). Сравнение экспериментальных и прогнозируемых радиационных изображений для наилучшего набора параметры приведены на рисунке 4. Согласие между двумя изображениями очень хорошее, и подтверждает, что модель способна предсказать ключевые части явлений, встречающихся в измерение.
| Рис. 3: Численно реконструированный профиль образца ступенчатого клина |
| Рис. 4: Сравнение экспериментально полученных (вверху) и численно предсказанных (внизу, в обратном формате) изображений излучения |
Второй эксперимент включал осмотр настоящей сварной трубы.Реконструированная труба профили стен (рис. 5) очень хорошо согласуются с независимыми характеристиками этих профили.
| Рис. 5: Пример численно реконструированных сварных профилей труб (верхняя и нижняя стенки), которые хорошо согласуются с реальными размерами трубы |
Профили труб были рассчитаны путем инверсии рентгеновских данных.В расчетах прямая Задача решается численно для получения прогнозов изображений. Построена функция ошибок. количественная оценка общей разницы между прогнозами и измерениями. Стенка трубы профили находятся путем минимизации функции ошибок с помощью модифицированного многоступенчатого симплексного метод минимизации.
Было показано, что модифицированный алгоритм симплексной оптимизации обеспечивает гибкий подход к реконструкция профилей стенок труб, позволяющая торговать параметрами профиля в прямолинейный способ.Достоинством модификации, использованной в этом подходе, была возможность чтобы выйти из локального минимума в попытке найти глобальный минимум определенной ошибки функция.
Очевидно, что инверсия ограничена диапазоном материальных параметров, в котором решение задачи прямая проблема действительно. Для осмотра внутренних трещин процедура будет совмещена с другие методы реконструкции.
- U.Эверт, Б. Редмер, Д. Шнитгер, Дж. Мюллер, В.А. Баранов, А. Лихачев, «Перспективы. контроля сварных швов методами компьютерной промышленной радиологии », 15-я Российская научно-практическая Техническая конференция «Неразрушающий контроль и диагностика», Москва, 1999 г.
- К. В. Улмер, Дж. П. Басарт, «Общая автоматическая схема дефектоскопии при неразрушающем контроле рентгеновских лучей. Изображения », Обзор прогресса в количественной неразрушающей оценке, том 12, под редакцией Д. О. Томпсон и Д. Э. Чименти, Plenum Press, Нью-Йорк, стр.327-334, 1993
- Дж. Н. Грей, Ф. Инанк, Б. Э. Шулл, «Трехмерное моделирование проекционной радиографии», Обзор прогресса в количественной неразрушающей оценке, том 8, под редакцией Д. О. Томпсон и Д. Э. Чименти, Plenum Press, Нью-Йорк, стр 345-350, 1989
- Б. Д. Бандей, «Основные методы оптимизации», Лондон, Великобритания: Э. Дж. Арнольд, 1984
дизайн, расчеты, чертежи + фото, видео
Перекрытие небольшого пространства вокруг дома позволяет защитить от дождя и непогоды места для отдыха или хранения определенного имущества.Часто для этого используют навесы. Это сооружение не имеет по периметру стационарных стен, но может иметь тканевое или иное легкое покрытие для усиления защитных функций.
1.Покрытие
Навес представляет собой почти легкий каркас, закрепленный на крыше. Таким образом, купол наиболее выгодно изготавливать из материалов, достаточно прочных на осевое сжатие и изгиб, с минимальным весом при максимальной адаптивности. Опыт показывает, что лучше всего навес из профильных труб. Его руками можно выполнить все или большую часть.
Современная промышленность выпускает огромный ассортимент трубной продукции из стального профиля, как правило, прямоугольного или квадратного сечения. Ширина стены варьируется от десяти миллиметров до десяти и более сантиметров. Толщина металла, используемого в изделии, может составлять от одного миллиметра до полутора дюймов. Труба разная и способ изготовления. Они есть:
- холоднокатаный;
- горячекатаный;
- сварной.
Рис.2 Профиль стальной трубы
У каждого типа трубы есть свои преимущества и основное применение.Для изготовления простых строительных конструкций, в том числе шатров, лучше всего подходят холоднокатаные и сварные трубы.
Как и любая пространственная конструкция, каркас навеса из профильных труб будет состоять из стоек, балок потолочных элементов и горизонтальных и вертикальных связей. Стойки или столбы для навеса изготавливаются из профильной трубы, хотя можно использовать и обычную трубу круглого сечения. Некоторым недостатком столбов круглой трубы станет более сложное устройство узлов несущих и крепежных элементов.
рисунок 3. Отрезок трубы
Лучшая опора из трубы квадратного сечения. Такая форма идеально подходит для сопряжения элементов, которые расположены под прямым углом. На ровную и ровную поверхность стены легко установить крепеж с помощью сварки, болтового или резьбового соединения. Форма сечения, представляющая собой равносторонний квадрат, обеспечивает профиль одинаковой жесткости в продольном и поперечном направлении.
Для изготовления балок или ферм лучше всего подходит прямоугольная конфигурация трубы.В отличие от стоек, балки испытывают значительные нагрузки в поперечном направлении сверху вниз. И практически никаких нагрузок по оси. Поэтому использование квадратного или круглого профиля совершенно нецелесообразно.
Для элементов вертикальной и горизонтальной навески профилей трубчатого сечения использовать не нужно. Он лучше всего подходит для этой стальной поверхности небольшой ширины.
В зависимости от длины элемента следует выбирать ширину и толщину стены.Подбор этих параметров лучше производить на основе расчета, но в то же время для конструкции простого навеса так сложно выглядеть чрезмерным. Нужно учитывать, что толщина стены и ее ширина влияют на жесткость стеллажа. Можно применить более толстую трубу меньшей ширины сечения или тонкостенную трубу с широким выступом.
Вертикальная нагрузка от навеса потолка, воспринимаемая подставка не очень большая и даже тонкостенная труба сможет воспринимать ее без деформации.Жесткость трубки зависит от высоты поперечного сечения. Поэтому использование стендов с широким фланцем и тонкой стенкой будет целесообразным и экономичным.
рисунок 4. Чертеж навеса.
Размер фасонной трубы козырька среднего размера, например, легкового автомобиля, может составлять от пятидесяти до ста миллиметров. Если подставка располагается часто, сечение трубы можно уменьшить. При остальной части козырька крыши на четырех опорах лучше сделать трубы большего сечения.
Стенд навес представляет собой неподвижные элементы соединения, предотвращающие смещение в вертикальной плоскости под действием ветровых нагрузок. Они должны быть жестко закреплены на опоре путем сварки или крепления в двух точках на каждой плоскости опоры. Устанавливать крест-накрест в продольной и поперечной плоскости.
Стойку следует закрепить в фундаменте жестко, замоноличивать корпус из бетона или закрепить анкерными болтами, установленными в верхнем срезе фундамента. Установив столбы для навеса из нержавеющей стали, необходимо контролировать их вертикальное положение с помощью водного уровня или лазерного отвеса.Стойка крепится анкерами, может быть выровнена при установке. Замоноличивают в процессе установки, выровнять позже практически невозможно.
Практически все работы, связанные с изготовлением несущих элементов каркаса сарая из профильных труб, можно выполнить своими руками. Бетонирование фундамента и установка стоек не требуют высокой квалификации и доступны любому застройщику. На этом этапе можно обойтись без сварки.
Навес крыши — основное предназначение, для которого проводятся все остальные работы.Сложность его изготовления и установки зависит от длины перекрываемых боковых и ступенчатых опор стоек. Чем больше длина балки или фермы навеса из профильных труб, тем сложнее и дороже будет изделие. Оптимальным вариантом может стать рассмотрение трехметрового пролета, позволяющего получить достаточную площадь при минимальных затратах.
Намного более простым решением является навес односкатной крыши на основе простых пролетов из нержавеющей стали. Для изготовления прогонов лучше всего подходят элементы прямоугольного профиля.Большая боковая часть балки монтируется вертикально, а меньшая — к земле.
Расчет балок навеса из профильных труб можно поручить специалисту или выбрать размер профиля самостоятельно. Для этого рассчитайте предполагаемую нагрузку на балку, которая будет зависеть от климатической зоны, шаговых пролетов и их длины, веса кровельного покрытия. Для длины балки от трех до четырех метров мы можем рекомендовать высоту профиля от восьмидесяти до ста миллиметров.
рисунок 5.Виды ферм
Для уменьшения высоты профиля можно использовать сварную ферму вместо непрерывной фермы. Чертежи фермы из профильных труб для навеса проще всего поискать в Интернете или составить по чертежам стальных ферм, уменьшающихся пропорционально длине. Ферма не должна быть сложной, кроме треугольных конструкций нижнего и верхнего пояса, связанных центральной приемной, достаточно укрепить верхнюю двутавровую распорку. Для этой конструкции может быть профиль высотой шестьдесят миллиметров по длинной стороне в нижней зоне и меньше по другим элементам фермы.
Не забывайте, что примеры соответствуют минимуму лестницы и небольшой нагрузке на балку или ферму. Если вы увеличиваете какой-либо параметр, то расчеты следует доверить специалистам с необходимой квалификацией.
Элементы фермы должны быть соединены сваркой. Если вы не умеете готовить фермерский сарай своими руками, стоит доверить эту работу знающему сварщику. Сварка отрезков трубчатого участка — задача сложная и этому ремеслу нужно научиться.Сварные швы следует очистить и защитить от коррозии специальной грунтовкой.
Для установки штабелированных балок или ферм и обшивки из бруса высотой до пятидесяти миллиметров, называемой обрешеткой. Обрешетка предназначена для крепления листов кровли. Если не гнаться за экзотикой, лучший вариант для этого типа конструкций — кровельный профнастил из металла или листы на основе полимеров. Устанавливать прогоны и дощатые листы навеса из профильных труб своими руками практически любой застройщик.Брус, из которого обрешетка, необходимо предварительно пропитать антисептическим составом или покрасить специальной краской для предотвращения гниения древесины. После установки бруса в проектное положение сделать его будет сложнее, и качество выполненных операций будет намного хуже.
Ферма или фермы навеса скреплены между собой горизонтальной плоскостью шпал из металлического стержня малого сечения. Так же, как и стойки, они должны быть жестко закреплены в точках опоры, лучше сваркой.
Вся металлическая конструкция должна быть защищена от коррозии специальными красками по металлу. Эту операцию лучше производить перед сборкой элементов в проектном положении. После установки требуется восстановить защитное покрытие в местах, где оно было повреждено. Если в процессе установки компонентов производилась сварка или другая операция крепления, необходимо нанести покрытие на открытые участки.
рисунок 6.
Как видно из описания, несмотря на кажущуюся простоту конструкции, он содержит множество элементов разного размера, установленных на разной высоте.Чтобы не допустить брака в работе и контролировать выполнение заданий приглашенными специалистами, перед началом работ рекомендуется сделать максимально подробный чертеж навеса из профильных труб. При изготовлении ферм этой конструкции также нужно составить чертеж с размерами всех элементов. Чертеж каркаса навеса можно выполнить своими руками на бумаге или на компьютере, если у вас есть соответствующие навыки.