Ласточкин хвост паз: Фрезерование пазов типа ласточкин хвост
Фрезерование пазов ласточкин хвост
Такие пазы, являющиеся направляющими элементами подвижных узлов машин, имеются на направляющих станин металлорежущих станков, в серьгах и хоботах фрезерных станков и т. д.
Фрезерование пазов типа «ласточкин хвост» производится на вертикально-фрезерных станках. Заготовка закрепляется в машинных тисках или непосредственно иа столе фрезерного стайка с помощью прихватов. Правильность установки заготовки выверяется с помощью угольников, рейсмаса или индикатора. Основными размерами паза являются ширина, высота и угол наклона α (рис. 67, а). Фрезерование паза производят за два перехода — сначала фрезеруют прямоугольный паз концевой фрезой (рис. 67, б) или дисковой фрезой на горизонтально-фрезерном станке (рис. 67, в). Второй переход выполняют концевой одноугловой фрезой (рис. 67, г).
Пазы типа «ласточкин хвост» в крупно-габаритных заготовках фрезеруют на вертикально-фрезерных станках с крестовым столом.
Контроль пазов типа «ласточкин хвост» производят обычно специальными шаблонами, позволяющими контролировать угол наклона боковых сторон, а также симметричность и высоту паза. В ряде случаев приходится прибегать к более сложным косвенным измерениям, при которых определяется не искомая, а другая величина. По результатам измерения этой величины определяют размеры контролируемой. Так, например, если на чертеже паза типа «ласточкин хвост» заданы размеры: угол наклона боковых сторон α, высота t и ширина b (рис. 67, д), то измерить ширину практически практически невозможно.
Даже если вместо размера l на чертеже был бы задан размер l1, то и в этом случае измерение его было бы затруднительным, так как на острых кромках могут быть небольшие заусенцы. Кроме того, сами кромки могут сминаться при измерении. Поэтому ширину паза b в этом случае определяют по косвенным измерениям с использованием двух калиброванных роликов диаметром d и блока плоскопараллельных концевых мер (плиток) с искомым размером В.
Из рис. 67, д видно, что b=rctg α/2, l=В+2r+2l, откуда B=l—d—2b. Таким образом, для контроля размера l нужно составить блок из плоскопараллельных плиток размером В и произвести им измерение, как показано на рис. 67, е. Размер роликов может выбираться произвольно так, чтобы размер В оказался меньше размера l1.
Фрезерование паза «ласточкин хвост»
Машиностроение, как ведущая отрасль мировой промышленности, характеризуется точностью измерительных работ проводимых при изготовлении деталей и прочих компонентов. При разработке станков и механизмов в этой сфере промышленного производства часто используются всевозможные пазы, включая так называемые Т-образные, и пазы типа «ласточкин хвост». Данные конструктивные элементы служат, в основном, в качестве направляющих для линейного перемещения подвижных частей машин.
Пазы типа «ласточкин хвост» получили широкое распространение в конструкциях фрезерных станков, где они используются в качестве направляющих для рабочих органов, перемещающихся по координатам XY и Z, а так же для крепления вспомогательных элементов.
Для того чтобы убрать люфт и в тоже время создать условия для нормального перемещения рабочих подвижных частей станка использующих соединения по типу «ласточкин хвост» в обязательном порядке нужно проводить регулировку которая производится с помощью клиньев или прижимаемых планок.
Неоспоримым достоинством таких направляющих, применяемых в разнообразных машинах и механизмах, является простота и максимальная компактность.
Технология обработки ласточкиного хвоста включает в себя две последовательные операции:
• Сначала используют концевую фрезу для фрезеровки паза прямоугольной формы;
• На втором этапе фрезеруются скосы с применением специальной фрезы для ласточкина хвоста.
Стоит отметить, что фрезерование нешироких пазов типа «ласточкин хвост», обычно встречающихся в конструкциях небольших деталей, можно производить за один проход, всё теми же специальными угловыми фрезами.
Как уже было сказано, «ласточкин хвост» наиболее интересен, с точки зрения обеспечения подвижности конструктивных элементов в различных агрегатах. Этот тип направляющих считается не только удобным, но и проверенным на протяжении достаточно длительного времени. Сегодня соединения использующие сопряжение типа «ласточкин хвост» применяются для:
Этот тип направляющих считается не только удобным, но и проверенным на протяжении достаточно длительного времени. Сегодня соединения использующие сопряжение типа «ласточкин хвост» применяются для:
• Металлообрабатывающих станков;
• Систем точных линейных перемещений в оптических устройствах;
• Систем навеса дополнительных механизмов в стрелковом оружии;
• Строительства деревянных объектов (сцепка брёвен между собой) и пр.
Компактность и эффективность такого типа пазов максимально отвечает технологической задаче многих производств.
Качество работы узлов и механизмов в машиностроении во многом зависит от точности угловых размеров отдельных деталей. Такими деталями и механизмами являются, например: конические роликовые подшипники, применяемые в силовых агрегатах; конические хвостовики режущих инструментов; конические отверстия металлорежущих станков для установки в них оправок с инструментом; всё те же направляющие, использующие соединение типа «ласточкин хвост»; приборные оптические призмы и пр.
Каждая часть машины, отвечающая за определённую функцию, может бесперебойно работать только при условии соблюдения заданных размерных показателей и допустимых отклонений которые закладываются разработчиком.
Обычно, контроль пазов «ласточкин хвост» обеспечивается с помощью специализированных шаблонов, которые позволяют с большой точностью контролировать симметричность и высоту соединения, а также угол наклона боковых сторон. В некоторых случаях, целесообразно воспользоваться штангенциркулем со специальными губками. Однако, есть и косвенные измерения, значительно превосходящие по сложности вышеперечисленные методы.
Суть косвенного измерения заключается в поиске другой величины, отличной от искомой, по результатам которой и определяются требуемые размеры.
Например, если паз «ласточкин хвост» задан углом наклона сторон α, высотой С и шириной А, то возникают некоторые сложности в проведении измерений. Значение угла α и высоту А, которую в виду особенностей измерительных приборов либо вовсе невозможно измерить либо результат будет с большими погрешностями.
Даже если бы вместо значения А был известен размер В, то и тогда измерение осталось бы крайне затруднительным, т.к. острые кромки могут сминаться под действием измерительного давления, да и на самих остриях кромок могут быть небольшие заусенцы и вмятины.
В таких случаях прибегают к альтернативному косвенному измерению и последующему расчёту, с использованием следующих формул:
b = r ctg α / 2
A = L + 2r + 2b
Определить ширину паза, таким образом, возможно с помощью двух калиброванных роликов, номинальный диаметр которых выбирается с учётом того, чтобы толщина мерных плиток (размер L) была меньше размера В.
Предположим, что заданы следующие размеры:
А = 80 мм;
С = 15 мм;
α = 60°.
Тогда
А = L + 2r + 2b
Примем диаметр мерительных роликов равным 10 мм. В этом случае, рассматривая заштрихованный треугольник на рисунке выше, можно написать:
В этом случае, рассматривая заштрихованный треугольник на рисунке выше, можно написать:
b = r ctg α / 2 = 5 × 1,732 = 8,66 мм;
L = А – 2r – 2b = 80 – 10 – 2 × 8,66 = 52,68 мм.
Таким образом, в данном случае нужно составить набор плиток по размеру 52,68 мм и произвести измерение.
Фрезерование пазов типа ласточкин хвост
Для фрезерования паза типа ласточкин хвост применяют концевые угловые фрезы (рис. 64, г) с углом, равным углу паза (55 или 60°). Угловые фрезы изготовляют с остроконечными зубьями. Основная особенность угловых фрез состоит в том, что зубья, расположенные на конических поверхностях, имеют неодинаковую высоту. У таких фрез для увеличения прочности зуба приходится делать очень неглубокие канавки, которые затрудняют удаление стружки. Насадные угловые фрезы крепят на оправке горизонтально-фрезерных станков так же, как цилиндрические и дисковые фрезы.
[c.50]
Насадные угловые фрезы крепят на оправке горизонтально-фрезерных станков так же, как цилиндрические и дисковые фрезы.
[c.50]
Фрезерование пазов типа ласточкин хвост Такие пазы, являющиеся направ- [c.51]Фрезерование пазов типа ласточкин хвост . Профиль этих пазов образовывается в два перехода, обычно выполняемых на вертикально-фрезерных или продольно-фрезерных станках. [c.219]
Схема последовательности фрезерования пазов типа ласточкин хвост [c.220]
Фрезерование пазов типа ласточкина хвоста производят несколькими способами на вертикально- и горизонтальнофрезерных станках. [c.108]
Фрезерование пазов типа ласточкин хвост . Пазы типа ласточкин хвост также часто встречаются в машиностроении. В конструкции фрезерного станка соединения этого типа применены в направляющих станины под консоль, в направляющих под хобот и в направляющих салазок под верхний стол. [c.287]
[c.287]
ФРЕЗЕРОВАНИЕ ПАЗОВ ТИПА ЛАСТОЧКИН ХВОСТ [c.268]
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ФРЕЗЕРОВАНИЕ ПАЗОВ ТИПА ЛАСТОЧКИН ХВОСТ [c.144]
При фрезеровании паза типа ласточкин хвост заготовка может быть закреплена на столе, в тисках и выверена по рейсмасу или зафиксирована на параллельные подкладки
Фрезерование пазов специальных профилей — Т-образных, типа ласточкин хвост — осуществляют на вертикально- или продольно-фрезерных станках за три (Т-образные пазы) или два (пазы типа ласточкин хвост ) перехода. Учитывая неблагоприятные условия работы Т-образных и одноугловых фрез, используемых при выполнении указанных операций, подача на зуб Sr не должна превышать 0,03 мм/зуб скорость резания — 20…25 м/мин. [c.203]
Для фрезерования плоскостей, шпоночных канавок, тавровых пазов, пазов типа ласточкин хвост и других работ [c.416]
Фрезы для обработки специальных пазов. Фрезерование Т-образных пазов и пазов типа ласточкин хвост производят обычно на вертикально-фрезерном станке. Для фрезерования Т-образных пазов применяют концевые пазовые фрезы, подбираемые строго по размерам паза. Для фрезерования паза ласточкин хвост применяют концевые угловые фрезы, имеющие угол, равный углу паза. Для фрезерования всяких других пазов необходимо изготовлять специальные фрезы. В целях сокращения разновидностей фрез для фасонных пазов формы и размеры пазов на каждом заводе нормализованы.
[c.264]
Фрезерование Т-образных пазов и пазов типа ласточкин хвост производят обычно на вертикально-фрезерном станке. Для фрезерования Т-образных пазов применяют концевые пазовые фрезы, подбираемые строго по размерам паза. Для фрезерования паза ласточкин хвост применяют концевые угловые фрезы, имеющие угол, равный углу паза. Для фрезерования всяких других пазов необходимо изготовлять специальные фрезы. В целях сокращения разновидностей фрез для фасонных пазов формы и размеры пазов на каждом заводе нормализованы.
[c.264]
Фрезерование Т-образных пазов и пазов типа ласточкин хвост производят обычно на вертикально-фрезер.ном станке. Для фрезерования Т-образных пазов применяют концевые пазовые фрезы (рис. 153, а), подбираемые строго по раз мерам паза. [c.180]
Какие фрезы применяют для фрезерования специальных пазов типа ласточкин хвост [c.184]
Второй переход может быть выполнен и одноугловой дисковой фрезой (с углом 60 ). При необходимости обработать неширокий паз типа ласточкин хвост фрезерование можно вести за один проход концевой фрезой.
[c.304]
При необходимости обработать неширокий паз типа ласточкин хвост фрезерование можно вести за один проход концевой фрезой.
[c.304]
Кг 6. Начертите эскизы фрезерования Т-образного паза (паза типа ласточкина хвоста), покажите стрелками с буквенными обозначениями необходимые движения. [c.118]
Фрезерование прямолинейной канавки или паза с прямоугольным (рис. 2.2.1, г, ё) или фасонным (рис. 2.2.1, д, ж) профилем в секущей плоскости, нормальной к оси канавки или паза, используют при обработке полузакрытых пазов типа ласточкин хвост, Т-образных пазов и других пазов, канавок различных профилей.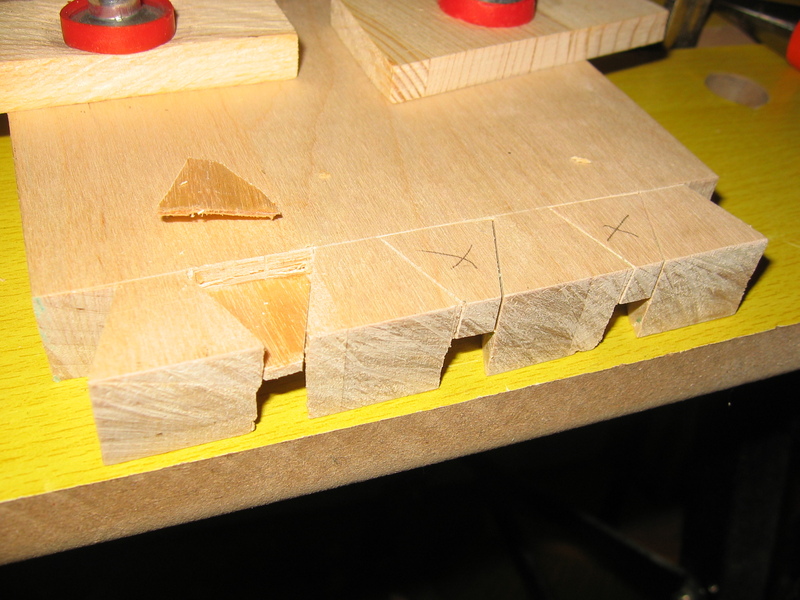 Отличие только в профиле формообразующей кривой на фрезе.
[c.169]
Отличие только в профиле формообразующей кривой на фрезе.
[c.169]
Фрезерование пазов. Выемку металла в детали, ограниченную фасонными или плоскими поверхностями, называют пазом. Пазы бывают прямоугольными, Т-образными, типа ласточкин хвост , фасонными, сквозными, открытыми, закрытыми и др. Обработка пазов является распространенной операцией на фрезерных станках различных типов и осуществляется дисковыми, концевыми и фасонными фрезами (рис. 5.23). [c.202]
Фрезерование пазов угловых (рис. 348, ж), прямоугольных (рис. 348, з), Т-образных (рис. 348, и), типа ласточкиного хвоста (рис 348, к) производят на вертикальнофрезерных станках соответственно концевыми, Г-образными и одноугловыми фрезами. [c.532]
Фрезерование специальных пазов (Т-образных, типа ласточкин хвост , клиновых и пр.) [c.303]
Фрезерование пазов угловых (рис. 360, ж), прямоугольных (рис. 360, з), Т-образных (рис. 360, и), типа ласточкина хвоста (рис. 360, к) производят на горизонтально- и вертикально-фрезерных станках.
[c.538]
360, к) производят на горизонтально- и вертикально-фрезерных станках.
[c.538]
Фрезерование пазов, канавок и шлицев. Пазы прямоугольные, Т-образные и типа ласточкина хвоста фрезеруют, как правило, на вертикально-фрезерных станках соответствующими концевыми [c.385]
Чистовое фрезерование плоскостей, пазов прямоугольных и угловых (типа ласточкина хвоста), зубьев реек и различных видов фасонных поверхностей следует производить только в случаях, когда отсутствует возможность обеспечить заданную точность на других металлорежущих станках. [c.241]
Фрезерование пазов типа ласточкин хвост . Фрезерование пазов этого типа осуществляется в два перехода. Вначале обычной концевой фрезой профрезеровывается прямоугольный паз размерами, соответствующими ширине паза на выходе и глубине паза (в пазу по рис. 71, а после первого перехода прямоугольный паз должен иметь размеры ВХС мм). [c.303]
Фрезерование пазов типа ласточкин хвост (рис. 131, а) производят за два перехода сначала фрезеруют прямоугольный паз концевой фрезой диаметром 45 мм. Далее фрезеруют скосы паза концевой одноугловой фрезой (см. рис. 124, г) для пазов типа ласточкин хвост так, как это показано на рис. 131, б. Второй переход может быть выполнен и одноугловой дисковой фрезой (с углом 60°, см. рис. 124, а). Контроль пазов типа ласточкин хвост производят обычно с помощью специальных шаблонов, позволяющих контролировать угол наклона боковых сторон, а также симметричность и высоту паза. В ряде случаев приходится прибегать к более сложным, косвенным измерениям. При косвенных измерс инях измеряется не искомая, а другая ье личина. по результатам измерения к с.то-
[c.90]
131, а) производят за два перехода сначала фрезеруют прямоугольный паз концевой фрезой диаметром 45 мм. Далее фрезеруют скосы паза концевой одноугловой фрезой (см. рис. 124, г) для пазов типа ласточкин хвост так, как это показано на рис. 131, б. Второй переход может быть выполнен и одноугловой дисковой фрезой (с углом 60°, см. рис. 124, а). Контроль пазов типа ласточкин хвост производят обычно с помощью специальных шаблонов, позволяющих контролировать угол наклона боковых сторон, а также симметричность и высоту паза. В ряде случаев приходится прибегать к более сложным, косвенным измерениям. При косвенных измерс инях измеряется не искомая, а другая ье личина. по результатам измерения к с.то-
[c.90]
Фрезы для пазов Ласточкин Хвост
Данная фреза применяется для создания разъемного соединения «ласточкин хвост». Данный тип соединения считается одним из самых надежных и долговечных, но требует от мастера большой сноровки. Фрезерование паза «ласточкин хвост» в заготовке по производят за два перехода. При первом переходе фрезеруют концевой фрезой прямоугольный паз , а при втором переходе снимают скосы паза «ласточкин хвост» дисковой одноугловой фрезой с углом °. Первый переход фрезерования прямоугольного паза можно произвести трехсторонней дисковой фрезой при скоростных режимах. Фрезерование нешироких пазов «ласточкин хвост» в небольших деталях производят за один проход фрезами. Для устранения зазора между сопряженными по типу «ласточкин хвост» двумя деталями паз выполняют с уклоном по ширине к одной стороне.
При первом переходе фрезеруют концевой фрезой прямоугольный паз , а при втором переходе снимают скосы паза «ласточкин хвост» дисковой одноугловой фрезой с углом °. Первый переход фрезерования прямоугольного паза можно произвести трехсторонней дисковой фрезой при скоростных режимах. Фрезерование нешироких пазов «ласточкин хвост» в небольших деталях производят за один проход фрезами. Для устранения зазора между сопряженными по типу «ласточкин хвост» двумя деталями паз выполняют с уклоном по ширине к одной стороне.
Фреза Для пазов «ласточкин хвост» 16,0х60х 5,0х12х50° Р6АМ5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 16,0х60х 5,0х12х50° Р6АМ5 ц/х прямой конус
Фреза Для пазов «ласточкин хвост» 16,0х60х 6,3х12х55° Р6АМ5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 20,0х63х 6,3х12х50° Р6АМ5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 20,0х63х 6,3х12х50° Р6АМ5 ц/х прямой конус
Фреза Для пазов «ласточкин хвост» 20,0х63х 8,0х12х55° Р6АМ5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 20,0х63х 8,0х12х55° Р6АМ5 ц/х прямой конус
Фреза Для пазов «ласточкин хвост» 20,0х63х 8,0х12х55° Р6М5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 20,0х63х 8,0х12х60° Р6АМ5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 20,0х63х 8,0х12х60° Р6АМ5 ц/х прямой конус
Фреза Для пазов «ласточкин хвост» 25,0х67х 6,3х12х45° Р6АМ5 ц/х прямой конус
Фреза Для пазов «ласточкин хвост» 25,0х67х 8,0х12х50° Р6АМ5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 25,0х67х 8,0х12х50° Р6АМ5 ц/х прямой конус
Фреза Для пазов «ласточкин хвост» 25,0х67х 8,0х12х50° Р6М5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 25,0х67х10,0х12х55° Р6АМ5 ц/х прямой конус
Фреза Для пазов «ласточкин хвост» 25,0х67х10,0х12х55° Р6М5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 25,0х67х10,0х12х60° Р6АМ5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 31,5х71х10,0х16х50° Р6АМ5 ц/х прямой конус
Фреза Для пазов «ласточкин хвост» 31,5х71х10,0х16х50° Р6М5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 31,5х71х12,5х16х55° Р6АМ5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 31,5х71х12,5х16х60° Р6АМ5 ц/х обратный конус
Фреза Для пазов «ласточкин хвост» 31,5х71х12,5х16х60° Р6АМ5 ц/х прямой конус
Фрезерование пазов типа «ласточкин хвост»
Паз типа «ласточкин хвост» служит в качестве направляющей для подвижных элементов машин – это консоли, салазки стола, направляющие суппорта токарных станков, серьги фрезерных станков… Инструмент для получения паза — это концевая угловая фреза названная по типу паза «ласточкин хвост». Фрезы «ласточкин хвост» изготавливаются одноугловыми (режущая кромка, как правило, только на конической части фрезы) или двухугловыми (режущая кромка с двух смежных сторон). Нагрузка на двухугловые фрезы распределяется более равномерно, поэтому они работают более плавно и более долговечны. Фрезы «ласточкин хвост» изготавливаются из быстрорежущих сталей Р6М5, Р9 и твердых сплавов ВК8, Т5К10 и Т15К6.
Фрезы «ласточкин хвост» изготавливаются одноугловыми (режущая кромка, как правило, только на конической части фрезы) или двухугловыми (режущая кромка с двух смежных сторон). Нагрузка на двухугловые фрезы распределяется более равномерно, поэтому они работают более плавно и более долговечны. Фрезы «ласточкин хвост» изготавливаются из быстрорежущих сталей Р6М5, Р9 и твердых сплавов ВК8, Т5К10 и Т15К6.
Фрезерование паза «ласточкин хвост» является завершающей операцией фрезерной обработки детали поэтому очень важен подбор инструмента и правильное закрепление заготовки . Выверка заготовки производится непосредственно в станочных тисках или, если деталь крупная, на столе фрезерного станка с помощью штангенрейсмаса, угольников и индикаторов относительно направления подачи.
Обработка паза производится в два этапа:
Первый – фрезеруется прямоугольный паз концевой фрезой или, если позволяют условия, трехсторонней фрезой.
Второй – угловой фрезой(«ласточкин хвост») поочередно обрабатываются боковые стороны.
Учитывая тяжелые условия резания подачу инструмента необходимо несколько занизить – приблизительно до 40% от обычных условий работы (при данном материале, ширине срезаемого материала, подачи охлаждающей жидкости и т.д.).
Измерение производятся с помощью штангенинструмента, угловые размеры – универсальным угломером(сама фреза), шаблонами от базовой поверхности детали, двумя калиброванными цилиндрическим роликами по специальным формулам.
При фрезеровании паза типа «ласточкин хвост» необходимо обратить на следующие проблемы, которые могут возникнуть:
— глубина паза и углы наклона боковых сторон не одинаковы по всей длине – причина неточная выверка детали в горизонтальной плоскости;
— угол наклона боковых сторон не соответствует заданной величине – неправильный расчет угла фрезы, износ фрезы вследствие несоответствия режима обработки и материала инструмента;
— разная ширина паза по всей длине – смещение стола станка в направляющих консолях;
— шероховатость поверхности – работа с неправильно заточенным инструментом, несоответствие подачи.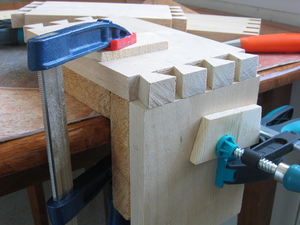
— поломка фрезы – вследствие большой нагрузки при обработке данного паза на сопрягаемые режущие кромки ломается верхушка фрезы – необходимо ее предварительно закруглять, делать с небольшим радиусом.
500 р.
Фрезерование пазов типа ласточкин хвост
1. Фрезерование пазов типа «ласточкин хвост»
2. Фрезерование паза типа «ласточкин хвост»
3. Фрезерование паза типа «ласточкин хвост»
Для фрезерования паза типа «ласточкин хвост» применяютконцевые угловые фрезы, имеющие угол, равный углу паза. Паз
типа «ласточки хвост» обычно фрезеруют за два перехода.
Сначала фрезеруют прямоугольный паз концевой фрезой
диаметром 50 мм.
4. Фрезерование паза типа «ласточкин хвост»
Далее фрезеруют скосы паза концевой одноугловой фрезойдля пазов типа «ласточкин хвост». Второй переход может быть
выполнен и одноугловой дисковой фрезой с углом 60°
5. Фрезерование паза типа «ласточкин хвост»
Контроль пазов типа «ласточкин хвост» производят обычно спомощью специальных шаблонов, позволяющих контролировать
угол наклона боковых сторон, их симметричность и высоту паза.

В ряде случаев приходится прибегать к более сложным,
косвенным измерениям. При косвенных измерениях измеряется
не искомая, а другая величина, по результатам измерения
которой определяют размеры искомой величины. Так, например,
ели на чертеже паза типа «ласточкин хвост» заданы размеры:
угол наклона боковых сторон α, высота t и ширина l, то измерить
ширину непосредственно практически невозможно. Даже если
на чертеже вместо размера l был задан размер l1, то и в этом
случае измерение его было бы затруднительным, так как на
острых кромках могут быть небольшие заусенцы. Кроме того,
сами кромки могут сминаться под действием измерительного
давления.
6. Контроль пазов типа «ласточкин хвост»
Поэтому ширину паза l в этом случае определяют путемкосвенных измерений с использованием двух калиброванных
роликов диаметром d и блока плоскопараллельных концевых
мер с искомым размером В. Из рисунка видно, что
b=r*ctg (α/2).

l=B+2r+2b,
B=l-d-2b.
7. Контроль пазов типа «ласточкин хвост»
Таким образом, для контроля размера l нужно составить блокиз плоскопараллельных плиток размером В и произвести им
измерение. Размер роликов может выбираться произвольно,
так чтобы размер В оказался меньше размера l1.
8. Виды брака при фрезеровании специальных пазов
1. Профиль фасонной канавки или специального паза несоответствует шаблону. Причины: неправильно выбранный
профиль фасонной фрезы; неправильная заточка затылованной
фасонной фрезы; неправильная установка на глубину резания;
неправильный шаблон.
2. Профиль фасонной канавки или специального паза сбит от
разметочной
риски.
Брак
неисправимый.
Причина:
невнимательность фрезеровщика.
3. При фрезеровании фасонных пазов в деталях из чугуна может
случиться выкрашивание углов паза во время выхода фрезы из
детали. Во избежание этого рекомендуется выключать
механическую продольную подачу стола в момент выхода фрезы
и осторожно дофрезеровывать паз вручную. Это особенно
необходимо, когда фрезерование происходит с большими
подачами.
Выполнила студентка группы ЗКМ-202с
Селянина Елена
Внимание, изображение товара может отличаться от реального! Верные параметры указаны в технических характеристиках товара.
Этот товар из подборокПараметры упакованного товара Единица товара: Штука Длина, мм: 20 Указанная информация не является публичной офертой Отзывы о фрезе ИНСТУЛС ласточкин хвост 16x60x4х12 мм; 45°; Z=6; DIN1833; обратный конус 1179968Оставить свой отзыв На данный момент для этого товара нет расходных материаловСпособы получения товара в МосквеДоставка Вес брутто товара: 0.052 кг В каком городе вы хотите получить товар? выберите городАбаканАксайАктауАлександровАлыкельАльметьевскАнадырьАнгарскАрзамасАрмавирАрсеньевАртемАрхангельскАстраханьАхтубинскАчинскБалаковоБалашовБалезиноБарнаулБатайскБелгородБелогорскБерезникиБийскБиробиджанБлаговещенскБодайбоБокситогорскБорБорисоглебскБратскБрянскБугульмаБугурусланБуденновскБузулукВеликие ЛукиВеликий НовгородВеликий УстюгВельскВитебскВладивостокВладикавказВладимирВолгоградВолгодонскВолжскВолжскийВологдаВолховВольскВоркутаВоронежВоскресенскВыборгВыксаВышний ВолочекВязьмаВятские ПоляныГеоргиевскГлазовГорно-АлтайскГрозныйГубкинскийГусь-ХрустальныйДальнегорскДедовскДербентДзержинскДимитровградДмитровДонецкДудинкаЕвпаторияЕгорьевскЕкатеринбургЕлецЕссентукиЗаводоуковскЗеленодольскЗлатоустЗубовоИвановоИгнатовоИжевскИзбербашИнтаИркутскИшимЙошкар-ОлаКазаньКалининградКалугаКаменск-УральскийКаменск-ШахтинскийКамень-на-ОбиКанашКанскКарагандаКарасукКаргопольКемеровоКерчьКинешмаКиришиКировКиселевскКисловодскКлинКлинцыКоломнаКолпашевоКомсомольск-на-АмуреКоролевКостромаКотласКраснодарКрасноярскКропоткинКудьмаКузнецкКуйбышевКумертауКунгурКурганКурскКызылЛабинскЛабытнангиЛаговскоеЛангепасЛенинск-КузнецкийЛесосибирскЛипецкЛискиЛуневоЛюдиновоМагаданМагнитогорскМайкопМалые КабаныМахачкалаМеждуреченскМиассМинскМихайловкаМичуринскМоскваМуравленкоМурманскМуромНабережные ЧелныНадеждаНадымНазраньНальчикНаро-ФоминскНарьян-МарНаходкаНевинномысскНерюнгриНефтекамскНефтеюганскНижневартовскНижнекамскНижний НовгородНижний ТагилНовая ЧараНовозыбковНовокузнецкНовороссийскНовосибирскНовочебоксарскНовочеркасскНовый УренгойНогинскНорильскНоябрьскНурлатНяганьОбнинскОдинцовоОзерскОктябрьскийОмскОнегаОрелОренбургОрехово-ЗуевоОрскПавлодарПангодыПензаПермьПетрозаводскПетропавловскПетропавловск-КамчатскийПикалевоПлесецкПолярныйПригородноеПрокопьевскПсковПятигорскРеутовРоссошьРостов-на-ДонуРубцовскРыбинскРязаньСалаватСалехардСамараСанкт-ПетербургСаранскСарапулСаратовСаянскСвободныйСевастопольСеверныйСеверобайкальскСеверодвинскСеверскСерпуховСимферопольСлавянск-на-КубаниСмоленскСоликамскСочиСтавропольСтарый ОсколСтерлитамакСургутСызраньСыктывкарТаганрогТаксимоТамбовТаштаголТверьТихвинТихорецкТобольскТольяттиТомскТуапсеТулаТуркестанТюменьУдомляУлан-УдэУльяновскУрайУральскУрюпинскУсинскУсолье-СибирскоеУссурийскУсть-ИлимскУсть-КутУсть-ЛабинскУфаУхтаФеодосияХабаровскХанты-МансийскХасавюртЧайковскийЧебоксарыЧелябинскЧеремховоЧереповецЧеркесскЧитаЧусовойШарьяШахтыЭлектростальЭлистаЭнгельсЮгорскЮжно-СахалинскЯкутскЯлтаЯлуторовскЯрославль Самовывоз: бесплатно
Сервис от ВсеИнструменты.руМы предлагаем уникальный сервис по обмену, возврату и ремонту товара! Вернем вам деньги, если данный товар вышел из строя в течение 14 дней с момента покупки. Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру. | Может понадобиться |
Фрезерование фасонных канавок, Т-образных пазов и пазов типа «ласточкин хвост»
Фрезерование фасонных канавок, Т-образных пазов и пазов типа «ласточкин хвост»
Категория:
Фрезерные работы
Фрезерование фасонных канавок, Т-образных пазов и пазов типа «ласточкин хвост»
Фрезерование фасонных канавок дисковыми фасонными фрезами. К фасонным канавкам относятся канавки с непрямоугольным профилем: полукруглые вогнутые, угловые треугольные, трапецеидальные, фасонного профиля (для стружечных канавок инструментов и др.).
Полукруглые выпуклые и вогнутые фрезы (ГОСТ 9305—69*) предназначены для фрезерования полукруглых (радиусных) канавок и полукруглых выступов. Для фрезерования канавок, имеющих угловой профиль, применяют угловые фрезы. Они находят широкое применение в инструментальном производстве для фрезерования стружечных канавок различных режущих инструментов, пазов типа «ласточкин хвост», а также для фрезерования двух сопряженных наклонных плоскостей детали.
Для фрезерования паза «ласточкин хвост» применяют концевые угловые фрезы с углом, равным углу паза (55 или 60°). Угловые фрезы изготовляют с остроконечными зубьями. Основная особенность угловых фрез состоит в том, что зубья, расположенные на конических поверхностях, имеют неодинаковую высоту. У таких фрез для увеличения прочности зуба приходится делать очень неглубокие канавки; которые затрудняют удаление стружки. Насадные угловые фрезы крепят на оправке горизонтально-фрезерных станков так же, как цилиндрические и дисковые фрезы.
Для фрезерования первого паза надо подвести заготовку под вращающуюся концевую фрезу до легкого касания. Установить фрезу точно по линии разметки первого паза. Рукояткой продольной подачи отвести стол за пределы обрабатываемой заготовки и вращением рукоятки вертикальной подачи поднять стол на величину, равную глубине паза, т. е. на 25 мм. Застопорить консоль и поперечные салазки стола. Установить в требуемое положение кулачки автоматического включения продольной подачи стола и вручную подвести заготовку к фрезе.
Рис. 1. Установка двуугловой фрезы
Рис. 2. Последовательность обработки Т-образного паза
Рис. 3. Установка фрез по высоте для обработки Т-образного паз
По окончании обработки первого паза, не перемещая стол в вертикальном направлении, произвести измерение Т-образного паза шаблоном или штангенциркулем. В случае годности Т-образного паза установку по высоте при обработке двух других пазов не следует нарушать. Третий переход — фрезерование фасок — производится угловой концевой фрезой. Первый переход — фрезерование трех прямоугольных пазов — в серийном производстве целесообразнее производить набором дисковых трехсторонних фрез, оснащенных пластинками твердого сплава.
Фрезерование пазов «ласточкин хвост». Фрезерование производят за два перехода: сначала фрезеруют прямоугольный паз концевой фрезой диаметром 45 мм. Второй переход может быть выполнен и одноугловой дисковой фрезой (с углом 60°). Контроль пазов типа «ласточкин хвост» производят обычно специальными шаблонами, позволяющими контролировать угол наклона боковых сторон, а также симметричность и вцсоту паза. В ряде случаев приходится прибегать к более сложным косвенным измерениям. При косвенных измерениях измеряется не искомая, а другая величина, по результатам измерения которой определяют размеры контролируемой величины.
Реклама:
Читать далее:
Отрезание и разрезание заготовок прорезание пазов и шлицев
Статьи по теме:
Конструкция сальника «ласточкин хвост», канавка для уплотнительного кольца «ласточкин хвост», сальники «ласточкин хвост»
При применении сальника с уплотнительным кольцом типа «ласточкин хвост» сжатие уплотнительного кольца в основном осевое в направлении, когда клапан оказывает усилие на верхнюю и нижнюю поверхности уплотнительных колец. Обычно используемый в статических или медленно движущихся приложениях, сальник уплотнительных колец типа «ласточкин хвост» предназначен для правильного удержания уплотнительного кольца на месте во время работы машины. В таблице ниже приведены рекомендуемые размеры сальников уплотнения типа «ласточкин хвост» по номерам черт на кольцевых уплотнениях AS-568A.
Статические радиальные железы Осевое внутреннее давление Осевое внешнее давление Динамические вращающиеся сальники Динамическое возвратно-поступательное движение Статические раздавливающие железыСальники ласточкин хвост
Дизайн сальников для домаКонструкция сальника ласточкин хвост
При использовании сальника типа «ласточкин хвост» сжатие уплотнительного кольца в основном осевое по направлению, когда клапан оказывает усилие на верхнюю и нижнюю поверхности уплотнительных колец. Обычно используемый в статических или медленно движущихся приложениях, сальник уплотнительных колец типа «ласточкин хвост» предназначен для правильного удержания уплотнительного кольца на месте во время работы машины.В таблице ниже приведены рекомендуемые размеры сальников уплотнения типа «ласточкин хвост» по номерам черт на кольцевых уплотнениях AS-568A. Существует ряд факторов, которые следует тщательно учитывать при проектировании сальника для статического раздавливания уплотнительных колец. В таблице ниже представлен стандартный набор рекомендаций, которые помогут вам в разработке.— Выбор эластомера должен напрямую соответствовать типу применения, в котором будет использоваться кольцевое уплотнение. Вы можете просмотреть наш раздел «Материалы / эластомеры», чтобы изучить основные качества рассматриваемого типа материала.
Из-за большого количества взаимодействующих сил НАСТОЯТЕЛЬНО РЕКОМЕНДУЕТСЯ, чтобы ВЫБОР ВАШЕГО ЭЛАСТОМЕРА БЫЛ ПРОВЕРЕННЫМ В РЕАЛЬНОМ ПРИЛОЖЕНИИ. Предположения о рабочих характеристиках должны быть проверены, чтобы вы были уверены, что все переменные были тщательно учтены.
Динамические радиальные сальники
- КАК № 004-
-475
| AS568 -004 — -475 Уплотнение «ласточкин хвост» Рекомендации по проектированию | ||||||||||||||
| AS568 DASH # | ПОПЕРЕЧНОЕ УПЛОТНИТЕЛЬНОЕ КОЛЬЦО | G ШИРИНА КОРПУСА | H ГЛУБИНА ПАЗА | R1 РАДИУС | R РАДИУС | |||||||||
| ОСТКА | КРУГЛЫЙ КРАЙ | дюйм +.000 -.002 | Миллиметры +.000 — 0,050 | |||||||||||
| дюйм | +/- | мм | +/- | дюйм. .002 | мм. 05 | дюйм. .002 | мм .05 | дюйм. | мм | дюйм. | мм | |||
| -004 до -050 | 0.07 | 0,003 | 1,78 | 0,08 | 0,057 | 1,45 | 0,063 | 1,6 | 0,052 | 1,32 | 0,005 | 0,13 | 1/64 | 0,4 |
| от -102 до -178 | 0.103 | 0,003 | 2,62 | 0,08 | 0,085 | 2,16 | 0,09 | 2,29 | 0,083 | 2,11 | 0,01 | 0,25 | 1/64 | 0,4 |
| от -201 до -284 | 0.139 | 0,004 | 3,53 | 0,1 | 0,115 | 2,92 | 0,12 | 3,05 | 0,115 | 2,92 | 0,01 | 0,25 | 1/32 | 0,79 |
| -309 до -395 | 0.21 | 0,005 | 5,33 | 0,13 | 0,16 | 4,06 | 0,17 | 4,32 | 0,18 | 4,57 | 0,015 | 0,38 | 1/32 | 0,79 |
| от -425 до -475 | 0.275 | 0,006 | 6,99 | 0,15 | 0,22 | 5,59 | 0,235 | 5,97 | 0,234 | 5,94 | 0,015 | 0,38 | 1/16 | 1,59 |
Когда следует и не использовать припуск на отверстие для опускания
Фрезы «ласточкин хвост» — это режущие инструменты, которые создают в детали трапециевидную форму или канавку «ласточкин хвост».Из-за формы этих инструментов необходимо учитывать особые соображения, чтобы обеспечить длительный срок службы инструмента и превосходные результаты. Это особенно верно при обработке канавок для уплотнительных колец, поскольку эта операция требует, чтобы инструмент упал в деталь, чтобы начать резку. Использование соответствующего метода ввода инструмента, особенно понимание того, когда требуется (а не нужен) допуск на отверстие для сброса, важно для предотвращения возникновения типичных ошибок типа «ласточкин хвост».
https://www.instagram.com/p/BkdKaVuAYb2/
Что такое Drop-Hole?
При проектировании деталей с канавками для уплотнительных колец учет припуска на отверстие является решающим первым шагом.Отверстие для выпадения — это отверстие, смещенное от центра во время черновой обработки / обработки пазов. Эта особенность позволяет использовать более крупный и жесткий инструмент. Это связано с тем, что фреза больше не должна входить в прорезь, а должна входить в отверстие, диаметр которого больше диаметра фрезы.
Почему стоит подумать о добавлении Drop-Hole?
По сравнению с инструментами без припуска на отверстие, инструменты с припуском на отверстие имеют гораздо большее отношение диаметра шейки к диаметру фрезы.Это делает инструменты для забивки отверстий намного прочнее, позволяя инструменту обрабатывать большие радиальные глубины резания и уменьшать количество переступов. Использование капельного отверстия позволит использовать более сильный инструмент, что увеличит производительность и продлит срок службы инструмента.
Операция обработки с припуском отверстия
Требуется максимум 4 радиальных прохода на каждую сторону.
Когда не ронять яму
Иногда в конструкции не допускаются выбивные отверстия из-за остаточной точки концентрации дополнительных напряжений.Распространенные примеры того, когда не разрешается выпадение отверстий, включают:
- Для приложений высокого давления
- В уплотнениях, требующих высокой надежности
- Где используются опасные или опасные жидкости
Проблема с припуском отверстия заключается в том, что дополнительный зазор, используемый для входа инструмента, может создать слабое место в уплотнении, которое затем может стать скомпрометированным при определенных условиях. В конечном счете, допуск на выпадение отверстий требует одобрения клиента, чтобы убедиться, что приложение это позволяет.
Обработка без припуска на врезание
Требуется максимум 20 радиальных проходов на каждую сторону.
Размещение отверстий
При добавлении в деталь откидного отверстия важно убедиться, что элемент размещен правильно, чтобы обеспечить максимальную целостность уплотнения. Как показано на рисунке ниже, отверстие для сброса должно быть расположено не по центру канавки, чтобы затронуть только одну сторону канавки.
Также необходимо следить за тем, чтобы элементы с отводным отверстием располагались на правильной стороне канавки.Поскольку уплотнительные кольца используются в качестве уплотнения между давлениями, важно, чтобы выпускное отверстие граничило с зоной высокого давления. По мере того, как давление перемещается от высокого к низкому, уплотнительное кольцо будет вдавливаться в полностью поддерживаемую сторону, обеспечивая надлежащее уплотнение (см. Изображение ниже).
Паз «ласточкин хвост» |事例 | XEBEC TECHNOLOGY CO., LTD.
Перед
| Инструмент | Шлифовальный камень, наждачная бумага |
|---|---|
| Проблема | Заусенцы были в труднодоступных местах.На полировку ушло время. |
После
| Инструмент | Щетка XEBEC для поверхностей (A11-CB06M) |
|---|---|
| Результат | Полировка за более короткое время со стабильным качеством. |
Информация о детали
| Промышленность | Общее машиностроение |
|---|---|
| Название детали | Паз ласточкин хвост |
| Тип материала | На основе железа |
| Процесс обработки | – |
Условия обработки
| Инструмент | Щетка XEBEC для поверхностей (A11-CB06M) |
|---|---|
| Детали обработки | Удаление следов фрезы и полировка после процесса «ласточкин хвост» |
| Скорость шпинделя (мин⁻¹) | 10000 |
| Подача стола (мм / мин) | 1000 |
| Глубина резания (мм) | 0.3 |
| Время обработки (сек) | – |
XEBEC Brush ™ Surface
Идеально подходит для удаления заусенцев, следов фрезы и полировки поверхности
→ Детали
Канавки «ласточкин хвост» уже давно являются источником многих протирок подшипников.Канавка «ласточкин хвост» — это паз, вырезанный в подшипниковой стали, который был необходим, когда не было хороших химических добавок для лужения, как сейчас. Проблема заключается в различии теплового расширения материала вкладыша подшипника и баббита. Бэббит имеет коэффициент расширения примерно в два раза больше, чем у стали или железа. Когда подшипник нагревается, толстый бэббит внутри канавки расширяется, но стальные стенки и нижняя поверхность канавки ограничивают его перемещение. Затем баббит расширяется вверх из канавки, поднимаясь вверх, образуя локализованный гребень над прорезью типа «ласточкин хвост».В зависимости от формы канавки «ласточкин хвост» и температуры металла подшипника гребни могут подниматься в достаточной степени, чтобы проникнуть в масляную пленку во время работы опорного подшипника. Это приводит к полировке, мазку или полноценному протиранию. Чаще всего это пригорание, смазывание или протирание происходит во время выбега после первого рабочего периода после перерыва в ремонте, следующим образом: в течение первого периода эксплуатации масляная пленка образуется при холодном и холодном подшипнике. никаких гребней.Затем в процессе эксплуатации температура металла подшипника увеличивается, и появляются гребни. При выключении агрегата и замедлении вала толщина масляной пленки уменьшается. Когда толщина масляной пленки уменьшается в достаточной степени, шейка соприкасается с вершинами гребней, и возникает полировка / смазывание / протирание. Это изменяет геометрию отверстия и снижает способность подшипника создавать надлежащий масляный клин, и, следовательно, характеристики масляной пленки ухудшаются, иногда протирая баббитовую поверхность до такой степени, что подшипник должен быть перетянут и переточен перед он может вернуться в строй. На фото ниже два крупных плана. В левом нижнем углу крупным планом видна размазанная область с неровными краями. Полированные / размазанные / протертые участки совпадают с более толстым бэббитом в канавках «ласточкин хвост», которые показаны крупным планом в правом нижнем углу. |
Цилиндр с канавкой «ласточкин хвост» | MZK1
Цилиндр с пазом «ласточкин хвост» | MZK1 | БОЛЬНОЙОбзор семейства продуктов английский Чешский Датский Немецкий испанский Финский Французский Итальянский Японский Корейский нидерландский язык Польский португальский русский Шведский турецкий Традиционный китайский Китайский
Магнитный датчик баллона для баллонов с пазом «ласточкин хвост»
Ваши преимущества
- Простой монтаж на цилиндры с канавкой «ласточкин хвост» экономит время установки
- Высокая устойчивость к ударам и вибрациям, что обеспечивает долгий срок службы и снижение затрат на техническое обслуживание
- Высокая точность точки переключения снижает материальные потери
Обзор
Магнитный датчик цилиндра для цилиндров с пазом «ласточкин хвост»
Магнитный цилиндровый датчик MZK1 может устанавливаться непосредственно на пневмоцилиндры с пазом «ласточкин хвост» без каких-либо дополнительных кронштейнов.Прочный металлический корпус MZK1 позволяет использовать его в суровых условиях окружающей среды.
Краткий обзор
- Простой монтаж на цилиндры типа «ласточкин хвост»
- Степень защиты IP 67
- Промышленный алюминиевый корпус
- Кабельное или соединительное соединение
- Светодиодный индикатор состояния
Загрузки
ВЕРШИНАПожалуйста, подождите…
Ваш запрос обрабатывается и может занять несколько секунд.
Изготовление скользящих соединений типа «ласточкин хвост»
Для столярной мебели и шкафов раздвижная ласточкин хвост — это соединение, которое стоит освоить.
Прочный и универсальный скользящий шарнир типа «ласточкин хвост» находит множество применений, от корпусных конструкций до столярных изделий из опор и балок.Вы, наверное, видели рисунок скользящего соединения типа «ласточкин хвост». Это гибрид дадо и ласточкиного хвоста, с канавкой в одной части и шипом в другой. Поскольку обе стенки канавки и стороны шпунта расположены под углом, как ласточкин хвост, соединение необходимо собирать, вставляя шпунт в канавку с одного конца.
Наклонные внутрь стенки канавки «ласточкин хвост» не позволяют хвосту вырываться прямо. Для сборки шарнира вы продвигаете хвостик в паз с торца.
Эти скошенные стены дают скользящему соединению типа «ласточкин хвост» явное преимущество в прочности перед дадо. Шарнир механически сопротивляется растяжению, а это означает, что задний борт не может оторваться от рифленой доски. Даже без клея детали остаются соединенными. Древесина должна раздавиться или сломаться, прежде чем две части разделятся.
Механический замок скользящего шарнира «ласточкин хвост» упрощает сборку, потому что детали не развалятся, пока вы будете искать зажимы. Вам нужны всего две руки.Что за концепция!
Эта характеристика соединения упрощает процедуру сборки. Пока вы возитесь с зажимами, детали не будут разрушаться. Двумя руками обычно достаточно для сборки даже составного корпуса, например комода. Слегка изогнутые панели иногда можно вытянуть в линию без сложных схем зажима.
Конец макета крышки сундука, соединенный с основной панелью с помощью скользящего ласточкиного хвоста и приклеенный только спереди, направляет сезонное движение панели назад и удерживает панель плоской для загрузки.
Имеется множество других применений скользящего типа «ласточкин хвост»:
Прикрепленная к нижней стороне столешницы с помощью отклеенного скользящего «ласточкин хвост», рейка удерживает верхнюю часть плоской, позволяя ей расширяться и сжиматься в зависимости от сезона.
Книжные полки с тугими скользящими «ласточкиными хвостами», даже без спинки, не шатаются и не наклоняются по прямой.
Дизайн канавки под уплотнительное кольцо | Глобальное уплотнительное кольцо и уплотнение
Обзор конструкции канавки под уплотнительное кольцо
КомпанияGlobal O-Ring and Seal разработала конструкцию канавки для уплотнительного кольца и рекомендации по размерам сальника.Они предназначены для использования при рассмотрении базовой конструкции и понимания основных принципов, используемых при проектировании сальника / канавки уплотнительного кольца. На подходящую конструкцию сальника / канавки влияет множество факторов, включая, помимо прочего, статические или динамические приложения, условия давления, характеристики герметизируемой жидкости и допуски уплотнительного кольца и канавки.
Определение поперечного сечения правого уплотнительного кольца
Поперечное сечение уплотнительного кольца в вашей конструкции будет определять все ваши последующие размеры и технические характеристики. Стандартные уплотнительные кольца доступны с различным поперечным сечением и внутренними размерами (ID). Например, уплотнительное кольцо с внутренним диаметром 5 ¼ можно приобрести с четырьмя стандартными AS568 сечениями . Ниже приводится список преимуществ при выборе уплотнительных колец с меньшим и большим поперечным сечением.
Преимущества уплотнительных колец меньшего сечения
- Компактное и легкое уплотнительное кольцо
- Наиболее рентабельно, если в конструкции используются дорогие эластомеры, такие как FKM или FFKM
- Обработка пазов уменьшенная
Преимущества уплотнительных колец большего сечения
- Меньшее необходимое сжатие для создания уплотнения, которое снижает остаточную деформацию при сжатии
- Большие отклонения допусков в обработанной канавке при сохранении приемлемого сжатия
ID / OD Помехи
Внутренний или внешний диаметр уплотнительного кольца должен быть такого размера, чтобы создавать помехи, в соответствии с указаниями ниже:
- Уплотнения поршневого сальника: Внутренний диаметр уплотнительного кольца должен быть меньше наружного диаметра сальника, поэтому установленное уплотнительное кольцо всегда слегка растягивается (макс. 5%)
- Уплотнения сальника штока: Внешний диаметр уплотнительного кольца должен быть немного больше, чем глубина сальника внутреннего диаметра (макс. 2%)
- Внешние торцевые уплотнения: Внутренний диаметр уплотнительного кольца должен быть немного меньше внутреннего диаметра сальника (внутренний диаметр сальника) (макс. 5%)
- Торцевые уплотнения с внутренним давлением: Внешний диаметр уплотнительного кольца должен быть немного больше внешнего диаметра сальника (НД сальника) (макс. 3%)
Типы канавок / сальников для уплотнительного кольца
Ниже представлены четыре стандартные таблицы с инструкциями по проектированию канавок вместе со справочными чертежами с размерами.Первая таблица предназначена для промышленных торцевых или фланцевых уплотнений. Вторая таблица предназначена для статических радиальных промышленных применений. Третья таблица предназначена для динамических промышленных возвратно-поступательных приложений. Наконец, четвертая таблица предназначена для проектирования канавок «ласточкин хвост». Эти руководства по проектированию канавок для уплотнительных колец содержат рекомендации по размерам по умолчанию для основных задач проектирования канавок для уплотнительных колец.
Фланцевое / торцевое уплотнение
Фланец или торцевое уплотнение статичен и не имеет зазора между поверхностями, что устраняет любые конструктивные проблемы, связанные с экструзией.Это самая простая конструкция канавок.
| Серия AS568 | Поперечное сечение уплотнительного кольца | Глубина сальника (D) | Сжать | Ширина сальника (Вт) Жидкости | Ширина сальника (Вт) Для вакуума и газов | Радиус углов сальника | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Номинал | ТОЛ (+/-) | Фактический | Процент | Номинал | ТОЛ (+/-) | Номинал | ТОЛ (+/-) | R1 | R2 | ||
| -0XX | 0.070 | 0,003 | .055-0.057 | .010-.018 | 15% -25% | 0,103 | 0,002 | 0,084 | 0,003 | 0,010 | 0,005 |
| -1XX | 0,103 | 0,004 | .088-.090 | .010-.018 | 10% -17% | 0,140 | 0,003 | 0,121 | 0,003 | 0,010 | 0,005 |
| -2XX | 0.139 | 0,004 | .121-.123 | .012-.022 | 9% -16% | 0,180 | 0,003 | 0,160 | 0,003 | 0,018 | 0,005 |
| -3XX | 0,210 | 0,005 | .185-.188 | .017-.030 | 8% -14% | 0,280 | 0,003 | 0,240 | 0,003 | 0,028 | 0,005 |
| -4XX | 0.275 | 0,006 | .237-.240 | .029-.044 | 11% -16% | 0,352 | 0,003 | 0,310 | 0,003 | 0,028 | 0,005 |
Торцевое уплотнение ласточкин хвост
Торцевое уплотнение «ласточкин хвост» — это специальный статический сальник, предназначенный для удержания уплотнительного кольца в канавке. Такая конструкция выгодна, когда уплотнение открывается и закрывается во время использования.
| Серия AS568 | Поперечное сечение уплотнительного кольца | Глубина сальника (D) | Ширина сальника (Ш) | Радиус углов сальника | ||||
|---|---|---|---|---|---|---|---|---|
| Номинал | ТОЛ (+/-) | Номинал | ТОЛ (+/-) | Номинал | ТОЛ (+/-) | R1 | R2 | |
| -0XX | 0.070 | 0,003 | 0,052 | 0,002 | 0,064 | 0,002 | 0,015 | 0,005 |
| -1XX | 0,103 | 0,004 | 0,078 | 0,003 | 0,088 | 0,003 | 0,015 | 0,01 |
| -2XX | 0,139 | 0,004 | 0,106 | 0,003 | 0,120 | 0,003 | 0.031 | 0,01 |
| -3XX | 0,210 | 0,005 | 0,164 | 0,004 | 0,176 | 0,003 | 0,031 | 0,015 |
| -4XX | 0,275 | 0,006 | 0,215 | 0,004 | 0,235 | 0,003 | 0,063 | 0,015 |
Статическое сальниковое уплотнение
Статическое сальниковое уплотнение используется, когда два сопрягаемых компонента имеют расчетный зазор между поверхностями.Как правило, в этих приложениях используются конструкции, в которых одна сопрягаемая деталь вставляется в другую, для чего требуются конструктивные зазоры.
| Серия AS568 | Поперечное сечение уплотнительного кольца | Глубина сальника (D) | Сжать | Ширина сальника (Ш) | Зазор (В) | Радиус углов сальника | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Номинал | ТОЛ (+/-) | Фактический | Процент | Номинал | ТОЛ (+/-) | с 1 резервным кольцом | с 2 опорными кольцами | МАКС | R1 | R2 | ||
| -0XX | 0.070 | 0,003 | .050-0.052 | .015-.023 | 22% -32% | 0,095 | 0,002 | 0,140 | 0,207 | 0,002 | 0,007 | 0,005 |
| -1XX | 0,103 | 0,004 | .081-.083 | .017-.025 | 17% -24% | 0,142 | 0,003 | 0,173 | 0,240 | 0,002 | 0,007 | 0.005 |
| -2XX | 0,139 | 0,004 | .111-.113 | .022-.032 | 16% -23% | 0,189 | 0,003 | 0,210 | 0,277 | 0,002 | 0,017 | 0,005 |
| -3XX | 0,210 | 0,005 | .170-.173 | .032-.045 | 15% -21% | 0,283 | 0,003 | 0,313 | 0.412 | 0,003 | 0,027 | 0,005 |
| -4XX | 0,275 | 0,006 | .226-.229 | .040-.055 | 15% -20% | 0,377 | 0,003 | 0,410 | 0,540 | 0,003 | 0,027 | 0,005 |
Динамическое сальниковое уплотнение
Динамическое сальниковое уплотнение используется, когда два сопряженных компонента перемещаются относительно друг друга, сохраняя при этом уплотнение.Между двумя поверхностями всегда будет промежуток.
| Серия AS568 | Поперечное сечение уплотнительного кольца | Глубина сальника (D) | Сжать | Ширина сальника (Ш) | Зазор (В) | Радиус углов сальника | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Номинал | ТОЛ (+/-) | Фактический | Процент | Номинал | ТОЛ (+/-) | с 1 резервным кольцом | с 2 опорными кольцами | МАКС | R1 | R2 | ||
| -0XX | 0.070 | 0,003 | .055-0.057 | .010-.018 | 15% -25% | 0,095 | 0,002 | 0,140 | 0,207 | 0,002 | 0,007 | 0,005 |
| -1XX | 0,103 | 0,004 | .088-.090 | .010-.018 | 10% -17% | 0,142 | 0,003 | 0,173 | 0,240 | 0,002 | 0,007 | 0.005 |
| -2XX | 0,139 | 0,004 | .121-.123 | .012-.022 | 9% -16% | 0,189 | 0,003 | 0,210 | 0,277 | 0,002 | 0,017 | 0,005 |
| -3XX | 0,210 | 0,005 | .185-.188 | .017-.030 | 8% -14% | 0,283 | 0,003 | 0,313 | 0.412 | 0,003 | 0,027 | 0,005 |
| -4XX | 0,275 | 0,006 | .237-.240 | .029-.044 | 11% -16% | 0,377 | 0,003 | 0,410 | 0,540 | 0,003 | 0,027 | 0,005 |
Рекомендации по проектированию канавок
Приведенные выше расчетные таблицы были созданы с использованием передовых методов, включая коэффициент сжатия, экструзию уплотнительного кольца, концентричность и диаметральный зазор, а также опорные кольца.
Степень сжатия
Наши рекомендации начинаются с номинального (или заявленного) размера, а затем включают допуски элементов конструкции, чтобы обеспечить правильную основу для проектирования сальника / канавки. Примечание. Дизайнер будет искать компромисс между размерными параметрами. В конечном итоге окончательный проект должен выдерживать крайние допуски.
В приведенных выше расчетах мы использовали номинальные (или заявленные) размеры. Однако при проектировании канавки необходимо учитывать два крайних случая.Во-первых, уплотнительное кольцо находится на верхнем пределе допуска, а высота сальника — на нижнем пределе допуска. Во-вторых, уплотнительное кольцо имеет наименьший предел допуска по поперечному сечению, а сальник — самый большой предел допуска по размеру. Это обеспечит максимальное сжатие и самый низкий процент сжатия. Все три значения сжатия должны находиться в диапазоне от 5% до 30% сжатия.
Расчет размеров сальника уплотнительного кольца
Сальник, удерживающий уплотнительное кольцо, имеет прямоугольную область. После выбора поперечного сечения уплотнительного кольца и расчета высоты сальника (для достижения желаемого сжатия уплотнительного кольца) окончательным расчетом будет ширина сальника.Чтобы найти минимальную необходимую площадь, рассчитайте общий объем уплотнительного кольца, которое образует прямоугольник, удерживающий этот объем. Ниже приведена формула для расчета объема уплотнительного кольца на основе его поперечного сечения.
Рекомендации по заполнению целевого сальника включают несколько факторов, которые могут повлиять на объем, необходимый для размещения уплотнительного кольца. Эти факторы включают в себя место для теплового расширения, разбухания из-за воздействия жидкости и влияние отклонений допуска в обработанной канавке и формованном уплотнительном кольце.
Экструзия уплотнительного кольца
Экструзия — это проблема радиальных уплотнений, где существует расчетный зазор между движущимися компонентами: поршнем и отверстием или штоком и отверстием. Проблема в том, что при более высоком давлении в одном направлении уплотнительное кольцо может попасть в небольшой зазор и повредиться. Общая конструкция системы уплотнения должна учитывать этот расчетный зазор.
Концентричность и диаметральный зазор
В конструкции уплотнения, если отверстие и поршень (или шток) не гарантируют концентричность подшипников, следует исходить из того, что весь возможный зазор может сместиться в одну сторону.Это зазор, используемый при проектировании для экструзии.
Расчетные пределы для экструзии
Многие элементы дизайна могут использоваться для решения проблем экструзии в конструкции уплотнения. Если максимально допустимый зазор уменьшается посредством выравнивания / подшипников, это позволяет увеличить давление для того же уплотнительного кольца. Другой вариант — увеличение твердости (твердости) компаунда, что увеличивает допустимое давление для определенного зазора. Чтобы узнать больше о элементах, участвующих в допуске давления уплотнительного кольца, щелкните здесь .
Другой альтернативой является использование опорных колец , которые являются элементами, препятствующими выдавливанию. Опорные кольца изготовлены из тонких твердых пластиковых материалов, таких как нейлон, PTFE и PEEK. Опорные кольца работают, закрывая существующий зазор. Ниже представлена диаграмма экструзии с указанием пределов давления по зазору и твердости уплотнительного кольца. Если компромисс между конструкцией зазора и твердостью не работает, рекомендуется использовать опорные кольца для решения проблем экструзии.
Макеты резервного кольца
Опорные кольца предназначены для устранения экструзионного зазора при герметизации под высоким давлением.